КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вопрос 3. Анализ и оптимизация сетевого графика
|
|
|
|
После расчета параметров сетевого графика приступают к его всестороннему анализу и оптимизации.
В сетевом графике имеются два основных элемента: работа – это трудовой процесс, либо процесс ожидания. Изображается безразмерной стрелкой и если требуется показать логическую связь между двумя событиями, то их соединяют пунктирной стрелкой, и такая работа называется фиктивной. Событие – результат производимых работ. Каждое событие может быть отправным моментом для начала последующих работ. Событие не может быть выражено во времени. Оно представляет собой момент окончания последней входящей в него работы или момент начала выходящей из него работы. Изображается кружком, в котором указывается порядковый номер или код события. Первоначальное событие в сети, не имеющее предшествующих ему работ, называется исходным и обозначается – I. Событие, которые не имеет непосредственного следующих за ним работ, называется завершающим и обозначается – С, означает конечную цель. Любая последовательность взаимосвязанных событий и работ называется путём. И обозначается L. Полным путём называется путь от исходного до завершающего события. Путь, имеющий наибольшую продолжительность, называется критическим и обозначается Lкр. Работы, лежащие на критическом пути, называются критическими. Путь, близкий по продолжительности к критическому, называется подкритическим.
Анализ и оптимизация сетевого графика: оптимизация сетевого графика представляет собой процесс улучшения организации выполнения всего комплекса работ, с учётом установленного срока и использования имеющихся ресурсов за счёта) перераспределения ресурсов между работами;б) интенсификацией выполнения работ критического пути;в) параллельного выполнения работ;г) изменений характеристики и технологий работ.
Оптимизация сетевого графика в зависимости от полноты решаемых задач может быть частной или комплексной
Оптимизация м. б. частной или комплексной. К частной оптимизации относятся минимизация времени выполнения работы при заданной стоимости и расходе ресурсов или минимизация стоимости всего комплекса работ при заданном времени выполнения проекта. Комплексная – это нахождение оптимума в соотношении величин затрат и сроков выполнения проекта в зависимости от конкретных целей. При минимизации времени выполнения работ общий срок выполнения разработки за счёт изменения продолжительности работ критического пути. Рассматривается оптимизация по времени. В результате анализа при оптимизации выявляются все пути от исходного до завершающего события, резервы времени целесообразно использовать только для работ, которые лежат на путях меньше средней продолжительности. Резервы времени с этих работ перебрасываются на работы критического и подкритического путей. Такие расчёты являются очень трудоёмкими и для их реализации применяются ЭВМ.
Параметры сетевого графика. Ранний срок наступления события tрi– минимальный из возможных моментов наступления данного события при заданных продолжительностях, предшествующих работ без учёта директивного срока завершения комплекса работ и равен наибольшей из продолжительности путей, предшествующих событию i.
Вместе с тем событие должно наступить в такой срок, чтобы осталось достаточно времени на выполнение всех работ лежащих за ним: тот срок наступления события называется поздним сроком наступления события tпi.Ранние и поздние сроки наступления события можно выразить так: tрi=t[Lmax от I до i], tпi=[Lmax от i до C]. Для событий, находящихся на критическом пути tрi=tпi. Далее определяются следующие параметры: ранние и поздние начала работы и ранние и поздние сроки окончания работ: tр.н(i-j)=tрi; tп.н(i-j)=tпj-t(i-j); tр.о(i-j)=tрi+t(i-j); tп.о(i-j)=tпi. Для всех работ критического пути: tр.н(i-j)=tп.н(i-j); tр.о(i-j)=tп.о(i-j).
Во всех случаях, когда имеется несколько путей от исходного до завершающего события некритические пути располагают резервами времени. Резерв времени пути: R(L)=t(Lкр)-t(L)
Полный резерв времени работы: Rп(i-j)= tпj-tрi-t(i-j). Свободный резерв времени работы: Rс(i-j)= tрj-tрi-t(i-j). Резерв времени наступления события: Rп(i-j)= tпi-tрi.
Вопрос 4. Формы организации производства на предприятии. Их характеристика.
1Формы организации производства
Классификация проводится по двум основаниям: 1)Концентрация, специализация, кооперирование и комбинирование производств и 2) Гибкое производство и поточное производство.
Такие формы организации производства, как концентрация, специализация, кооперирование и комбинирование являются одним из важнейших условий повышения эффективности производства.
Концентрация выражается в сосредоточении производства на крупных предприятиях, т.е. сущность концентрации производства проявляется в увеличении размеров предприятий. Концентрация производства осуществляется при комбинировании взаимосвязанных производств в рамках одного предприятия.
Специализация производства означает сосредоточение деятельности предприятия на выпуске конкретной продукции или выполнении отдельных видов работ. Специализация ведет к повышению однородности производства, к однообразию применяемого оборудования, техпроцессов и исходных сырья и материалов.
Под кооперированием понимаются производственные связи между предприятиями, совместно изготовляющими какой-либо определенный вид продукции. Кооперирование может охватывать производственные связи по деталям, узлам, агрегатам, полуфабрикатам, определенным техоперациям, которые осуществляются с конкретными предприятиями.
Комбинирование - это процесс объединения в определенном промышленном предприятии нескольких технологически связанных специализированных производств, характерных для различных отраслей.
При форме организации производства по принципу технологической специализации, выполняются техоперации определенного вида. Например, в литейном цехе м.б. организованы участки: землеприготовления, изготовления стержней, литейных форм, обработки готового литья и др.; в кузнечном цехе м.б. участки: по изготовлению кованых заготовок на молотах и прессах; в механическом цехе м.б. организованы участки: токарный, револьверный, фрезерный, шлифовальный и др.; в сборочном – участки узловой и окончательной сборки изделий, испытаний их частей и систем, участок по окраске узлов и изделий и др.
При форме организации производства по принципу предметной специализации, осуществляются не отдельные виды операций, а техпроцессы в целом; в итоге получают законченную продукцию для данного участка (например – узел какого-либо изделия).
Для машиностроительных предприятий большое значение приобрело внедрение поточного производства и гибкого производства.
Поточное производство – это форма организации, характеризуемая расположением оборудования в последовательности выполнения операций техпроцесса и специализации рабочих мест (РМ).
Гибкое производство характеризуется возможностью быстрой переналадки при переходе от выпуска одного вида изделий на др. вид изделий. Наиболее прогрессивным оборудованием при этом являются гибкие автоматические линии и гибкие производственные модули.
Вопрос 5. Классификация рабочих мест многостаночника с точки зрения организации труда и технологии производства. Маршруты обхода при многостаночной работе
Многостаночное обслуживание – это такая форма организации труда, когда один или несколько рабочих обслуживают одновременно несколько станков или автоматов.
С точки зрения организации труда рабочие места многостаночников делятся на индивидуальные, когда группу станков обслуживает один рабочий и бригадные. На многостаночных рабочих местах может иметь место работа одного рабочего, совмещающего функции оперативной работы, наладки и подналадки оборудования, либо разделение этих функций между рабочим-оператором и наладчиком. В последнем случае лучше используется оборудование, так как при наладке или подналадке одного из станков другие станки продолжают работать.
Обслуживание рабочих мест многостаночника бывает:
– обслуживание нескольких станков-дублеров, т. е станков, не связанных общим ритмом работы с другими станками и работающих независимо друг от друга, следовательно, остановка одного из них не вызывает остановку других.
– обслуживание станков, связанных общим ритмом работы.
На станках несвязанных общим ритмом работы может иметь место как циклическое обслуживание, по заранее разработанному и периодически повторяющемуся маршруту, так и нециклическое обслуживание, когда у рабочего многостаночника нет постоянного маршрута обслуживания оборудования.
При циклическом обслуживании рабочий последовательно выполняет приемы вспомогательной работы, переходя от первого станка ко второму, от второго к третьему и т. д. Циклическое обслуживание преобладает на поточных линиях и на многостаночных рабочих местах, в состав которых включены станки-дублеры, т. е. станки, на которых выполняется одна и та же технологическая операция.
При нециклическом обслуживании, которое преобладает в мелкосерийном и серийном производстве, рабочий подходит к первому станку, на котором закончилась основная (технологическая) работа, вне зависимости от расположения
станков на участке.
С точки зрения технологии производства и применяемого оборудования многостаночные рабочие места могут быть технологически однородными, если в их состав включены однотипные станки (зуборезные, токарные автоматы, фрезерные, резьбонарезные и т. д.) или технологически разнородными, если в их состав входят разнотипные станки. В этом случае рабочие многостаночники совмещают несколько профессий соответственно типам станков, включенных
в их рабочее место.
Наиболее широкое распространение в промышленности получили три метода многостаночного обслуживания:
– Сторожевой (дежурный). При сторожевом методе рабочий наблюдает за работой всех станков, подходит к ним, когда возникает необходимость. Этот метод возможет при обслуживании группы разнотипного технологического оборудования, станков-дублеров и целесообразен при обслуживании небольшого количества станков.
– Маршрутный. Многостаночник по определенному маршруту обходит объекты, останавливаясь у тех, которые требуют обслуживания. Данный метод применяется повсеместно, в случае циклической и нециклической работы, но при большой зоне обслуживания.
– Маршрутно-сторожевой. Этот метод обслуживания сочетает два первых метода. Его применение целесообразно при обслуживании нескольких станков, среди которых имеются станки, выполняющие однопроходные операции с большей длительностью технологического цикла, а также станки, выполняющие относительно короткие, но многопроходные операции. Тогда обслуживание первых, с длительным технологическим циклом, осуществляется по маршрутному способу, а остальных – по мере необходимости.
Варианты планировки рабочего места многостаночника
Маршрут обхода при многостаночной работе может быть (смотри рисунок 7) параллельный, перпендикулярный, кольцевой, линейный, смешанный. Но он должен удовлетворять следующим условиям:
а) Быть наиболее коротким, чтобы рабочий как можно быстрее вернулся к тому месту, от которого ушел (чтобы быстрее устранить возникшие за время его отсутствие неполадки).
б) Обеспечивать равномерное обслуживание каждого станка, или участка
рабочего места.
в) Быть простым.
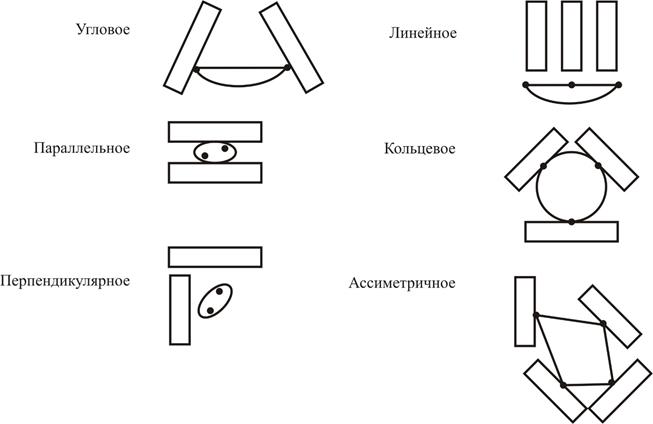
Рисунок 7. Маршрут обхода при многостаночной работе. Классификация рабочих мест многостаночников с точки зрения
организации труда и технологии производства.
|
|
|
|
|
Дата добавления: 2015-04-23; Просмотров: 896; Нарушение авторских прав?; Мы поможем в написании вашей работы!