КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Хід роботи. 1. Проаналізувати використання виробничих потужностей майстерні, виявивши вузькі та широкі місця для кожної групи технологічного
|
|
|
|
1. Проаналізувати використання виробничих потужностей майстерні, виявивши "вузькі" та "широкі" місця для кожної групи технологічного обладнання та майстерні в цілому.
Результати розрахунку виробничої програми звести в таблицю 8.5.
Ефективний фонд часу роботи одиниці обладнання, виходячи із роботи в одну зміну, складає - 2030 годин.
Трудомісткість робіт за видами обладнання розподіляється у співвідношенні: всього - 100%, в тому числі: токарні - 45% фрезерні - 25%, свердлильні - 20%, шліфувальні - 10%.
Трудомісткість проведення капітального ремонту лебідки - 260 н.-год., насосу - 68 н.-год., вертлюга - 52 н.-год.
Трудомісткість виготовлення запчастин; втулки - всього 0,45год. в тому числі: токарні роботи - 0,25 год., шліфувальні - 0,2 год.; фланець - всього 1,3 н-год., в т.ч. токарні роботи - 1,05 год., свердлильні - 0,25 год.
Таблиця 8.5 - Річна виробнича програма майстерні
| Найме-нування продукції | Кіль-кість, шт. | Трудо-місткість, н.-год. | в т.ч. для груп обладнання | ||||||||
| на од. | на вип.. | токарне | фрезерне | свердильне | шліфувальне | ||||||
| на один | на вип.. | на один | на вип.. | на один | на вип.. | на один | на вип.. | ||||
| Капіталь-ний ремонт | |||||||||||
| - лебідок | |||||||||||
| - насосів | 30,6 | 3304,8 | 13,6 | 1468,8 | 6,8 | 734,4 | |||||
| - вертлюгів | 23,4 | 2199,6 | 10,4 | 977,6 | 5,2 | 488,8 | |||||
| Вигото-влення запчастин | |||||||||||
| - втулок | 0,45 | 4264,2 | 0,25 | - | - | - | - | 0,2 | 1895,2 | ||
| - фланців | 1,3 | 5599,1 | 1,05 | 4522,35 | - | - | 0,25 | 1076,75 | - | - | |
| Всього | 17543,75 | 5811,15 | 4262,4 |
Визначимо коефіціэнт завантаженості:
|
|
|
На рисунку 1 зображено графік коефіцієнта завантаженості для токарного, фрезерного, свердлильного і шліфувального обладнання.
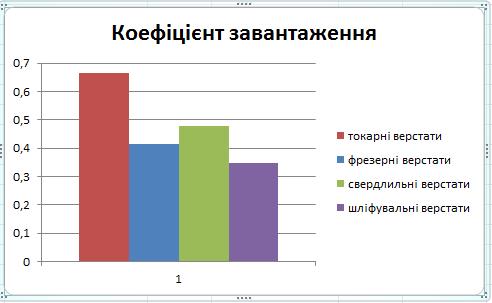
Рисунок 1 - Графік коефіціэнта завантаженості розрахований за річною виробничою програмою до впровадження заходів
2.Заходи, які ліквідують диспропорції та дозволять максимально завантажити виробничі потужності, використавши потреби ринку у виготовленні запчастин (табл. 8.8.1).
Таблиця 8.8.1 - Потреба у виготовлені деталей на ринку, їх трудомісткість та вартість
| Найменування | Норма часу, в год. | Прибуток грн | |||
| токарна | фрезер-на | сверд-лильна | шліфу-вальна | ||
| Виготовлення запчастин | |||||
| Корпус підшипника | 0,6 | 0,2 | 0,167 | - | 1,8 |
| Фланець №1 | 0,417 | - | 0,25 | - | 1,3 |
| Муфта кулачкова | 0,25 | 0,383 | - | - | 0,01 |
| Вісь | 0,583 | - | - | 0,4 | 0,98 |
| Втулка №1 | 0,25 | - | - | 0,167 | 0,45 |
| Фланець №2 | 1,083 | - | 0,333 | - | 0,33 |
| Капітальний ремонт | |||||
| Лебідка | |||||
| Насос | 30,6 | 13,6 | 6,8 | ||
| Вертлюга | 23,4 | 10,4 | 5,2 |
У програмі Excel виконано пошук кількості виготовлення запчастин і виконання капітального ремонту використавши як основний параметр оптимізації – прибуток. Були введені обмеження пропускної здатності на токарне(<=14210), фрезерне,(<=6090) свердлильне(<=6090) і шліфувальне обладнання(<=8120).
0,6х1 + 0,417х2 +0,25х3 + 0,583х4 + 0,253х5 + 1,083х6 + 117х7 + 30,6х8 + 23,4х9 <= 14210
0,2x1 + 0,383х3 + 65х7 + 17х8 + 13х9 <= 6090
0,167x1 + 0,25х2 + 0,333х6 + 0,52х7 + 13,6х8 + 10,4х9 <= 6090
0,4x4 + 0,167х5 + 26х7 + 6,8х8 + 5,2х9 <= 8120
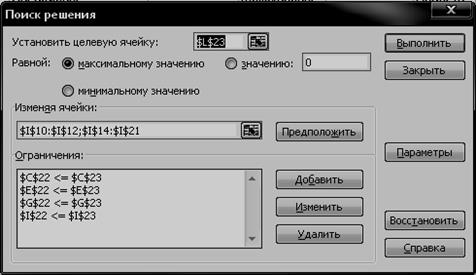
Рисунок 2 - Параметри пошуку рішення в Excel
В результаті n1-n6=0, n8=0, n9=0, n7=112,0923077.
3. Врахувавши намічені заходи виробнича програма становитиме




Визначимо коефіціэнт завантаженості2:
На рисунку 3 зображено графік коефіціэнта завантаженості для токарного, фрезерного, свердильного і шліфувального обладнання після впровадження заходів
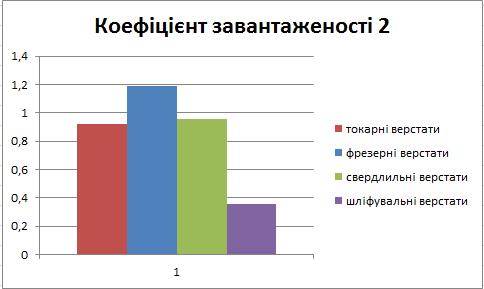
Рисунок 3 - Графік коефіціэнта завантаженості розрахований за річною виробничою програмою після впровадження заходів
|
|
|
Висновок: Згідно із 1 графіка коефіціэнт завантаженості, токарного, фрезерного, свердильног і шліфувальног обладнання є недовантаженим(K<1) - "широке місце".
після вровадження заходів показники завантаженості cтали кращими у всіх видів обладнання.
Результат розрахунку показав, що найбільш вигідним з погляду оптимізації прибутку є капітальний ремонт лебідок.
|
|
|
|
|
Дата добавления: 2015-05-23; Просмотров: 390; Нарушение авторских прав?; Мы поможем в написании вашей работы!