КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Електроерозійні методи обробки
|
|
|
|
Загальні відомості. Електроерозійна обробка металів ґрунтується на дії електричних розрядів (імпульсів) на окремі ділянки оброблюваної поверхні. Безпосередньо в зоні обробки енергія розрядів між анодом (інструментом) і катодом (заготовкою) перетворюється в теплову енергію. У зоні електричних розрядів температура досягає кількох тисяч градусів, що спричиняє оплавлення і навіть випаровування окремих ділянок оброблюваної поверхні, тобто до так званої ерозії металу. Оскільки електричні розряди виникають у послідовності, що визначається мінімальними відстанями між взаємодіючими поверхнями електродів, на електроді-заготовці відбивається форма електрода-інструмента. Це дає можливість ефективно обробляти вироби складної форми.
Електроіскровий спосіб, розроблений в 1943 р. відомими вченими Б. Р. Лазаренком та М. I. Лазаренком, ґрунтується на явищі руйнування металу в колі постійного струму під дією іскрового розряду. Під час зближення металевих електродів у момент, коли буде досягнуто пробійного зазору, від катода до анода пролітають спочатку окремі електрони, завдяки чому утворюється канал провідності, і в результаті виникає короткочасний потужний іскровий розряд, під час якого температура в каналі провідності досягає 6000...11000 °С. При цьому відбувається концентроване виділення енергії, що веде до миттєвого розплавлювання, випаровування, вибухів та викидання частинок анода, які прямують до катода. Процес відбувається в рідинному діелектричному середовищі (масло, гас), в якому відірвані від анода частинки охолоджуються й осідають. Оскільки обробка провадиться без контактування заготовки та інструмента, створюється можливість обробляти струмопровідний метал будь-якої твердості інструментом з м’якого металу (латуні, алюмінію).
Електроіскрова обробка набула найбільшого поширення для прошивання отворів будь-якої форми у важкооброблюваних матеріалах, включаючи тверді сплави.
а) б)
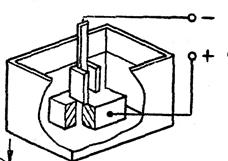
Рисунок 1 – Принципіальні схеми прошивання фасонної штаби (а) і утворення стружколамальної канавки на твердосплавному різці (б)
Рисунок 2 – Верстат для прошивання отворів
Схема верстата для прошивання отворів (рисунок 1). На основі 8 встановлено ванну 5 з діелектричною рідиною, в якій міститься встановлена на пристрої 7 оброблювана заготовка 6. Від затискача генератора імпульсів 1 постійний струм іде до катода 4 (інструмента, закріпленого в упорі 3), через зазор δ—до анода 6 (заготовки) і повертається до іншого затискача генератора 1. Опір R. призначений для регулювання сили струму і напруги кола, які контролюються амперметром А та вольтметром V. Для утворення імпульсних розрядів великої сили в електричне коло паралельно заготовці 6 і електроду — інструменту 4 під’єднано конденсаторну батарею С.
Якщо інструмент (електрод) наблизиться до заготовки на величину пробивного зазору δ, виникає електричний розряд, на який витрачається вся енергія, нагромаджена в батареї конденсаторів С. Після розряджання конденсаторів, щоб їх зарядити, струм треба перервати, тобто інструменту треба надати коливних переміщень (подача s). Це здійснюють за допомогою різних пристроїв, наприклад соленоїдного регулятора 2, який гарантує замикання і розмикання електричного кола і автоматичне поступове опускання інструмента, форма якого має відповідати формі обробленої поверхні заготовки. Точність і шорсткість обробленої поверхні залежать від електричного режиму обробки. При чорновому режимі досягають Rz 20, а при чистовому — 1,6...0,63.
Електроіскровий метод обробки використовують у виготовленні штампів, прес-форм, копилів, твердоплавких філь’єр, для виймання поламаного інструмента, а також у деяких інших випадках. Застосування його обмежується малою продуктивністю і досить швидким спрацюванням інструмента внаслідок високої температури під час розряду.
Електроімпульсний спосіб обробки (рисунок 3)
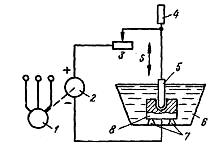
Рисунок 3 – Схема установки для електроімпульсної обробки
Електроімпульсний спосіб обробки полягає у послідовному збудженні розрядів між інструментом 5 та заготовкою 8, яка на спеціальному пристрої 7 розміщена у ванні 6 з діелектричною рідиною. Від приводного електродвигуна 1 тиск передається генератору імпульсів 2, який дає імпульси тільки одного напряму (уніполярні). Між електродом 5 (інструментом) і заготовкою виникають електричні розряди. Коливального руху інструменту в напрямі подачі 5 надає регулятор подачі 4. Для регулювання сили струму в коло включено опір 3. Під час попередньої обробки використовують машинні генератори, які дають імпульси великої тривалості і енергії, а під час чистової — лампові або транзисторні генератори, що дають імпульси малої енергії, але високої частоти. На відміну від електроіскрової обробки, при електроімпульсній заготовка є катодом, а інструмент — анодом. Температура в робочій зоні (до 4000.. 5000 °С) значно нижча, ніж у разі електроіскрової обробки, тому і інструмент спрацьовується менше. Електроди-інструменти виготовляють з міді, алюмінію та його сплавів, чавуну, але найкращі — вуглеграфітові електроди. Низькочастотна електроімпульсна обробка з живленням від машинних генераторів дає грубу поверхню з шорсткістю до Rz 40, а високочастотна (з частотою 7...25 кГц) — Ra 20... 1,25.
Електроімпульсний спосіб застосовують переважно під час трикоординатної обробки штампів, прес-форм, турбінних лопаток, рівчаків уваликах періодичного прокату та ін.
|
|
|
|
|
Дата добавления: 2015-05-23; Просмотров: 743; Нарушение авторских прав?; Мы поможем в написании вашей работы!