КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Организация производственного процесса во времени
|
|
|
|
Любая наука последовательно проходит три этапа развития; накопление материала, его систематизация, установление закономерностей. Логистика как наука в настоящее время находится на рубеже второго этапа. Систематизация имеющегося материала еще не закончена, а параллельно уже предпринимаются попытки определить принципы и выявить закономерности оптимизации потоковых процессов. Как наука и практика логистика имеет целью повышение организованности производственных систем, и поэтому она тесно взаимодействует с организацией производства как наукой о проектировании, создании и развитии производственных систем. Законы и закономерности организации производства являются базой для решения логистических проблем.
В настоящее время в теории организации производства можно выделить две группы закономерностей: закономерности организации производственных систем и закономерности организации производственных процессов. Большим достижением в современной теории организации производства можно считать выявление и описание того, как проявляются законы организации высокоэффективных, ритмичных производственных процессов. Это законы: упорядоченности движения предметов труда в производстве; календарной синхронизации продолжительности технологических операций; резервирования ресурсов в производстве; ритма производственного цикла выполнения заказа.
Использование вышеназванных законов организации производственных процессов позволяет спланировать и поддерживать ритмичную работу производственных подразделений предприятия, т.е. работу в форме рациональной организации производственных процессов во времени, при которой процессы изготовления отдельных деталей комплектов деталей и выполнения отдельных заказов программы сочетаются по заранее определенному плану. Это сочетание и обеспечивает ритмичную работу как непрерывное возобновление всего производственного процесса одновременно (параллельно) во всех производственных подразделениях и на каждом рабочем месте в строгом соответствии с плановой пропорциональностью, технологической прямоточно-стью и экономически обоснованной надежностью выпуска изделий в установленные сроки и надлежащего качества.
|
|
|
Закон упорядоченности движения предметов труда в производстве: без предварительной организации движения предметов труда по типовым межцеховым и внутрицеховым технологическим маршрутам вообще невозможно планирование хода производства. В самом деле, если известны направление движения и средняя его скорость, то, очевидно, можно установить предельные сроки достижения заданного пункта на трассе движения. Это очень важно при планировании хода производства по отдельным заказам.
Традиционно считается, что обработка партии деталей на технологической операции есть движение этой партии, а время ее межоперационного пролеживания в ожидании освобождения последующего рабочего места или простой рабочего места в ожидании завершения обработки этой партии деталей на предыдущей операции — это время перерывов в ходе производственного процесса. Длительность перерывов имеет средневероятностный характер, поэтому надежное планирование сроков хода производства возможно лишь при использовании предельно вероятностных сроков выполнения работ.
Упорядоченное движение деталей в производстве может достигаться двумя способами:
1) стандартизацией и типизацией межцеховых и внутрицеховых технологических маршрутов;
2) проектированием типовой схемы движения предметов труда в производстве.
|
|
|
Повышению упорядоченности движения предметов труда в производстве способствует рациональная очередность запуска деталей в производство. Упорядочение запуска деталей в производство по разным критериям может обеспечивать либо сокращение длительности совокупного цикла изготовления рассматриваемых деталей, либо уменьшение внутрисменных простоев рабочих мест, либо повышение устойчивости осуществления производственного процесса по плану-графику. Использование этих возможностей также способствует повышению эффективности производства.
Время протекания производственного процесса характеризуется длительностью производственного цикла, временем простоя рабочих мест и временем пролеживания предметов труда. Все три характеристики, особенно две последние, сильно зависят от значения максимальной продолжительности одной из операций, средней продолжительности всех операций и степени асинхронности продолжительности операций. Пространственное протекание производственного процесса характеризуется:
а) производственной структурой;
б) структурой располагаемых ресурсов;
в) последовательностью и структурой трудовых затрат, необходимых для изготовления выпускаемой продукции при выполнении производственной программы предприятия.
Изменение организации движения предметов труда во времени постоянно приводит к одним и тем же результатам: изменяется длительность производственного цикла, изменяется суммарное время простоя рабочих мест и изменяется суммарное время межоперационного пролежи-вания предметов труда. Фактическая длительность производственного цикла по сравнению с расчетной является итоговой оценкой, характеризующей уровень достоверности и качества календарно-плановых расчетов хода производства. Минимизация потерь производства от суммарного времени простоев рабочих мест и от суммарного времени межоперационного пролеживания предметов труда характеризует уровень организованности и эффективности хода производства.
Межоперационное пролеживание предметов труда и простои рабочих мест в процессе изготовления изделий служат своеобразными календарными компенсаторами, выравнивающими календарную длительность смежных технологических операций на производственных участках. Эффективность процесса изготовления зависит от того, какой из календарных компенсаторов используется в большем или меньшем объеме. В процессе производства время межоперационного пролеживания предметов труда и время простоев рабочих мест противопоставляются друг другу как различные календарные компенсаторы, исключающие из производственного процесса различные элементы производства: либо рабочего и средства труда, либо предметы труда.
|
|
|
Закон ритма производственного цикла изготовления изделия — это объективно существующая совокупность существенных причинно-следственных связей между параметрами производственной программы предприятия (т.е. составом, сроками, приоритетами, пропорциями объектов производства и их структурной трудоемкости), с одной стороны, и структурой элементов производства (например, структурой ресурсов рабочего времени различных рабочих мест основного производства), потребляемых в производстве, — с другой.
Закон ритма производственного цикла изготовления изделия — это существенные связи, которые:
а) проявляются при согласовании и гармонизации количественных организационно-технологических пропорций сопрягаемых элементов процесса производства (предметов труда, работников и рабочих мест) в пространстве и времени;
б) зависят от параметров производственной программы и от особенностей организации производства на предприятии и на каждом участке производства.
Общеизвестно, что согласование работ только по срокам — недостаточная гарантия своевременного исполнения заказа. Работы должны быть взаимосвязаны как по срокам, так и по объемам и структуре используемых ресурсов во времени и пространстве.
На протяжении цикла механообработки комплекта деталей изделия в одном подразделении фронт рабочих мест сильно изменяется по числу и по составу. Ритм производственного цикла изготовления изделия представляет собой закономерное сочетание процессов развертывания и свертывания изготовления комплектов заготовок, деталей, сборочных единиц изделия по стадиям производства и производственным участкам, а в каждом производственном подразделении — закономерное изменение объема и состава выполняемых работ над каждым комплектом предметов труда данного изделия относительно производственного цикла изготовления комплекта деталей в данном подразделении.
|
|
|
При этом изменение длительности цикла выполнения работ над комплектом предметов труда данного изделия в любом производственном подразделении не меняет внутренних пропорций распределения объема и состава этих работ относительно одних и тех же долей производственного цикла рассматриваемого комплекта предметов труда. Удлинение производственного цикла изготовления комплекта предметов труда, как правило, связано с уменьшением количества рабочих мест, выделяемых для изготовления этого комплекта.
Существуют три возможных метода моделирования ритма производственного цикла изготовления изделия: статистический, статический и динамический.
В качестве статистического метода используется статистическое моделирование процесса изготовления изделия и на этой основе разрабатывается норматив календарного распределения трудоемкости изделия относительно его производственного цикла. Методика статистического моделирования ритма производственного цикла изготовления изделия относительно проста. Выбираются все пооперационные наряды, по которым оплачивалось изготовление уже выпущенного изделия. Наряды сортируются по цехам, по группам взаимозаменяемого и специального оборудования. Затем проводится дополнительная сортировка нарядов каждой группы по календарным интервалам в соответствии со сроками исполнения. В качестве таких интервалов могут использоваться дни, недели и месяцы, например для производственных циклов большей длительности.
Трудоемкость работ в пооперационных нарядах, попавших в данный интервал календарного времени, суммируется, и получаются вариационные ряды абсолютного распределения трудовых затрат каждого вида в течение фактической длительности производственного цикла изделия. Если на график точками нанести каждое значение отдельного вариационного ряда и последовательно соединить эти точки, то получится ломаная линия, отражающая фактическое календарное распределение трудоемкости выполнения работ определенного вида относительно длительности производственного цикла изготовления изделия.
Фактическая длина производственного цикла изготовления изделия делится обычно на 10 равных частей. Каждому отрезку длины цикла соответствует своя площадь, ограниченная ломаной линией фактического распределения трудоемкости. Таких участков получается также десять. Затем определяется удельный вес каждого участка в общей площади. Получается вариационный ряд, отражающий удельное распределение трудовых затрат данного вида работы относительно каждой х/10доли фактического производственного цикла изделия. Так делается по каждому виду работ, и получается статистическая модель распределения трудовых затрат, или статистическая модель ритма производственного цикла изготовления изделия.
Статический метод моделирования ритма производственного цикла изготовления изделия предполагает предварительное построение статичной модели процесса производства. В качестве такой модели рекомендуется пооперационная схема вхождения (разузлования) в изделие сборочных единиц, деталей, заготовок, полуфабрикатов и т.д. За календарную продолжительность каждой операции в этой схеме обычно принимают одну смену.
Пооперационная схема вхождения напоминает собой «дерево», в котором в качестве «ствола» выступают операции главной сборки, в качестве крупных «ветвей», отходящих от ствола, — операции сборки сборочных единиц, а «ветки» — это операции по изготовлению деталей и заготовок. Если за начало отсчета принять момент завершения последней операции генеральной сборки и присвоить ей первый номер, то, присваивая номера каждой операции «ствола», «ветки» в последовательности, обратной ходу технологического процесса, получим привязку каждой технологической операции изготовления изделия к определенному номеру смены, которая принимается за такт планирования.
Операция, имеющая наибольший номер, по существу, определяет длительность производственного цикла изготовления изделия. Если теперь в каждом такте планирования просуммировать трудоемкость операций по видам работ, то получим распределение трудоемкости изготовления изделия по видам работ относительно каждой доли его производственного цикла, т.е. будет сформулирован статичный ритм производственного цикла изготовления изделия.
В отличие от статистической и статичной модели динамическая модель ритма производственного цикла изготовления изделия позволяет с большей достоверностью устанавливать предельные вероятностные (самые поздние) сроки выполнения работ. При этом процессы изготовления каждого изделия увязываются с процессами изготовления всех остальных изделий, входящих в производственную программу; учитываются пространственная структура производственного цикла, динамика структуры трудоемкости изготовления каждого изделия, непрерывная загрузка производственных подразделений в ходе выполнения производственной программы.
Динамическая модель формирования ритма производственного цикла изготовления изделия строится на основе повышения организованности протекания производственного процесса и в целом способствует надежному определению длительности производственного цикла изготовления каждого изделия, обеспечивая рациональное использование производственных ресурсов (сокращение потерь рабочего времени до 5-10%, устранение сверхурочных работ, увеличение загрузки оборудования, сокращение оборотных средств в незавершенном производстве).
Длительность производственного цикла можно определить по формуле:
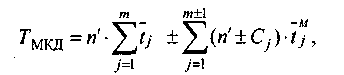
tj — меньший из двух средних интервалов времени, через которые осуществляется передача деталей комплекта со смежных/-й или (/ + 1)-й комплектооперации;
С. — количество рабочих мест, участвующих в обработке деталей комплекта на меньшей у'-й комплектооперации;
tj — средняя продолжительность выполнения технологических операций над деталями комплекта на /-й комплектооперации (или нау'-м виде работ);
j — порядковый номер комплектооперации или операции типового технологического маршрута, по которому детали рассматриваемого комплекта проходят обработку.
Здесь цикл изготовления комплекта деталей определяется с учетом условий организации производственного процесса: количества номенклатурных позиций в плане (я')>* количества рабочих мест, используемых на каждой операции процесса (С); средней продолжительности выполнения одной технологической операции над деталями комплекта на каждой;'-й комплектооперации (RJ. Этой формулой определяется связь между количеством номенклатурных позиций в плане, плановым сроком выполнения работ и нормативным размером партии деталей.
|
|
|
|
|
Дата добавления: 2015-05-10; Просмотров: 375; Нарушение авторских прав?; Мы поможем в написании вашей работы!