КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Решение
|
|
|
|
| № п/п | Вид дефектов (признаки) | Число дефектов | Накопленная сумма числа дефектов | Процент числа дефектов в общей сумме | Накопленный процент |
| Деформация | |||||
| Трещины | |||||
| Разрывы швов | |||||
| Неравномерная окраска | |||||
| Липкость поверхности | |||||
| Прочие | |||||
| Итого |
| № п/п | Алгоритм | Конкретное соответствие данной ситуации предложенному алгоритму | |
| Начертите одну горизонтальную и две вертикальные оси Нанести: на левую ось число дефектов от 0 до 100 с шагом 20 ед.; на правую ось процент дефектов от 0 до 100 с шагом 20% | 
| ||
| Горизонтальную ось разделите на интервалы в соответствии с числом контролируемых признаков, включая группу «прочие». Пронумеруйте интервалы. Проведите горизонтальные и вертикальные линии, соответствующие границам отрезков | Число дефектов | 
| |
| Постройте столбиковую диаграмму в соответствии с данными таблицы из задания | Число дефектов | 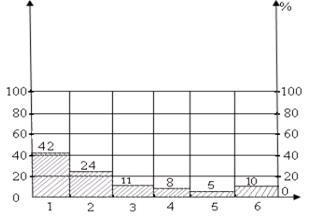 NN видов дефектов
NN видов дефектов
| |
| Начертите кумулятивную кривую – кривую Парето: для этого на вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, нанесите точки накопленных процентных сумм (последняя графа таблицы) и соедините их между собой отрезками прямых | 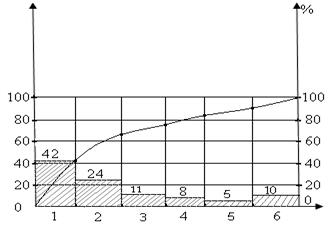
|
Контрольная карта. Контрольная карта - инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявленных к процессу требований; это графическое представление характеристик (показателей качества) процесса. Контрольная карта является средством распознавания отклонений из-за случайных или особых причин от вероятных изменений, присущих данному процессу. Основываются контрольные карты на аппарате математической статистики.
Виды контрольных карт:
1. Контрольные карты для регулирования по количественным признакам:
а) контрольная карта  состоит из контрольной карты
состоит из контрольной карты  , отражающей контроль за изменением среднего арифметического, и контрольной карты R, служащей для контроля изменений рассеивания значений показателей качества.
, отражающей контроль за изменением среднего арифметического, и контрольной карты R, служащей для контроля изменений рассеивания значений показателей качества.
б) Контрольная карта  состоит из контрольной карты
состоит из контрольной карты  , осуществляющей контроль за изменением значения медианы, и контрольной карты R.
, осуществляющей контроль за изменением значения медианы, и контрольной карты R.
2. Контрольные карты для регулирования по качественным признакам:
а) контрольная карта p (для доли дефектных изделий);
б) контрольная карта pn (количество брака);
в) контрольная карта c (число дефектов на одно изделие);
г) контрольная карта u (число дефектов на единицу площади).
| Название некоторых контрольных карт | Обозначение | Формула расчета при неизвестной дисперсии |
| Для средних арифметических значений | (х - s) - карта | х; х + А1×s; х - А1×s; |
| Для средних квадратичных отклонений | s - карта | s; В4×s; В3×s; |
| Для индивидуальных значений | (I - s) – карта | х; х + I1×s; х - I1×s; |
| Для средних арифметических значений | (х - R) - карта | х; х + А2×R; х – А2×R; |
| Для размаха | R - карта | R; D4×R; D3×R; |
| Для индивидуальных значений | (I - R) - карта | х; х + I2×R; х – I2R; |
| Для дефектных единиц продукции | P - карта | P; P ± 3Öp(1-p)¸n |
| Количество дефектных единиц продукции | С – карта | с;
 с + 3Ö с;с - 3Ö с; с + 3Ö с;с - 3Ö с;
|
| Среднее число дефектов | U – карта | U; U + 3(U/n)1/2; U - 3(U/n)1/2; |
| Первая строка – формула для средней линии; Вторая строка – формула для верхней (+) и нижней (-) границ; х – среднее арифметическое значение по выборке; 29 х – среднее арифметическое значение по совокупности выборок; s ‑ среднее квадратичное отклонение по выборкам; R – размах средний; Р – вероятность наступления события на основе выборки (дефектная деталь); n – объем выборки (j = 1,n); m – количество выборок (j = 1,m). |
Алгоритм построения Х-R контрольной карты:
1. Выполняют измерение 20-25 последовательно изготовляемых групп из технологического процесса, т.е. выборок (k=20-25), по 4-5 изделий в группе (объем выборки n = 3-7).
2. Для каждой группы рассчитывают:
- среднее значение
 |
- общее среднее значение
 |
3. Для каждой выборки рассчитывают:
- размах (диапазон)
 |
- среднее значение размаха
 |
По данным контроля рассчитывают параметры контрольных карт:
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 451; Нарушение авторских прав?; Мы поможем в написании вашей работы!