КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Компенсация на длину инструмента
|
|
|
|
G53 НЕМОДАЛЬНОЕ ПОЗИЦИОНИРОВАНИЕ ОТНОСИТЕЛЬНО МАШИННОГО НУЛЯ СТАНКА
Этот код временно игнорирует рабочую систему координат и осуществляет позиционирование относительно нулевых точек станка. Данный код не модальный, поэтому следующий блок будет ссылаться на рабочую систему координат, которая была активна перед применением данной команды.
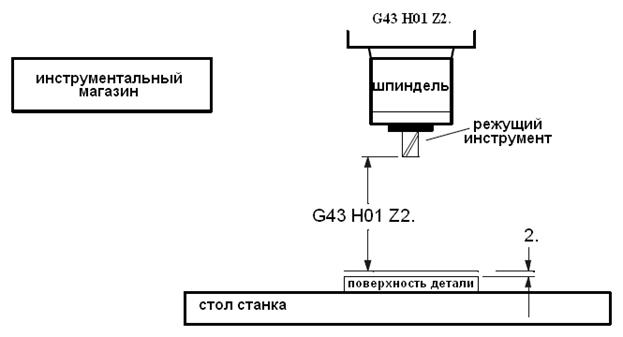
G43 КОМПЕНСАЦИЯ НА ДЛИНУ ИНСТРУМЕНТА + (плюс)
Этот код выбирает компенсацию на длину инструмента в положительном направлении. Поэтому, значение смещения длины инструмента добавляется к заданному значению координаты. Должен быть также задан адресный код Hnn для выбора регистра компенсации, значение из которого будут использоваться в качестве компенсации на длину инструмента.
Во время процесса настройки, каждый инструмент необходимо подвести до точки касания с нулевой поверхностью детали. В этой позиции необходимо записать значение компенсации на длину для данного инструмента нажав кнопку TOOL OFSET MESUR. Эта длина инструмента выражает смещение нулевой точки детали к нулевой позиции по «Z» для данного инструмента.
Программный код, позиционирующий инструмент:
G44 КОМПЕНСАЦИЯ НА ДЛИНУ ИНСТРУМЕНТА – (минус)
Этот код выбирает компенсацию на длину инструмента в отрицательном направлении. То есть, длина компенсации вычитается из заданного значения координаты. Для выбора правильного значения корректора необходимо запрограммировать значение Hnn.
G49 ОТМЕНА КОМПЕНСАЦИИ НА ДЛИНУ ИНСТРУМЕНТА
Данный G-код отменяет компенсацию на длину инструмента. Ввод кода H00 оказывает аналогичное воздействие. M30 или RESET также отменяют компенсацию на длину режущего инструмента.
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 1180; Нарушение авторских прав?; Мы поможем в написании вашей работы!