КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Команд задержки
|
|
|
|
G04 ЗАДЕРЖКА
P Время задержки в секундах или миллисекундах
Команда G04 используется для программируемой временной задержки выполнения программы или её приостановки на заданное время. Если запрограммирована в строке, содержащей команды перемещения G00, G01, G02 или G03, все перемещения будут приостановлены на заданное в параметре P значение. Если значение параметра P не содержит десятичную точку, время задержки выражается в миллисекундах (0.001 секунды), иначе в секундах. Приостанавливается только перемещение по координатным осям, шпиндель продолжает вращаться с заданной скоростью и охлаждение остаётся включенным.
G04 P___
Минимальное значение – P0.001 секунды
Максимальное значение – P1000.000 секунд
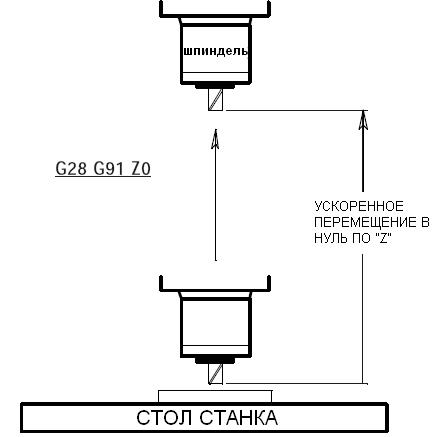
ПЕРЕХОД В НАЧАЛЬНУЮ ТОЧКУ И ВОЗВРАТ (G28)
G28 Возврат в начальную точку, дополнительно установка промежуточной точки.
Функция G28 используется для возврата в станочный нуль всех осей. Если задана позиция по какой-либо из осей X, Y, Z или A, перемещение осуществляется только для заданных осей через заданную точку. Эта точка называется промежуточной и сохраняется, если необходимо, для использования в функции G29. Если вы не хотите использовать промежуточную точку для перехода в станочный нуль, добавьте команду относительного позиционирования (G91) в данной строке кода со значениями X0, Y0 и/или Z0 для выбора осей, которые требуется переместить в нулевую точку станка. Это будет означать, что позиция осей задаётся относительно нулевой точки, с промежуточной точкой в нулевой точке станка, то есть, определяет перемещение заданных осей в станочный нуль. Убедитесь, что вы запрограммировали команду абсолютного позиционирования (G90) в начале следующего кадра, если вам необходимо работать в абсолютных координатах.
Если X, Y, Z или A не заданы, все оси перемещаются напрямую в нуль станка. Любые дополнительные оси (B, C, …) перемещаются в нули после перемещения главных осей. G28 не распознаёт компенсацию на длину инструмента.
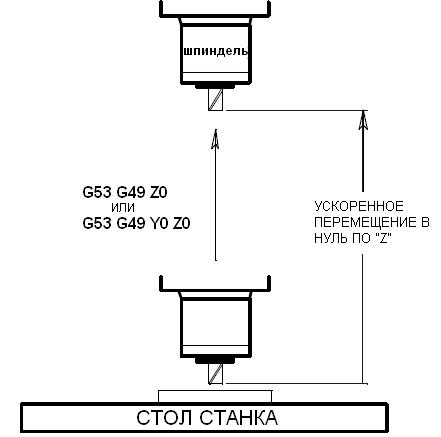
ДРУГОЙ СПОСОБ ВОЗВРАЩЕНИЯ В МАШИННЫЙ НУЛЬ (G53)
Этот код временно игнорирует рабочую нулевую точку, используя координатную систему станка (станочный нуль). Это позволяет вам задавать перемещения, относительно нулевой точки станка. Данный код не модальный, что приводит к возврату в следующем кадре к рабочей нулевой точке, которая была определена ранее.
Команда G53 может использоваться для подъёма по оси Z в позицию смены инструмента или отвода от детали по осям Y и Z в конце программы вместо команды G28. Команда G28 хорошо подходит для перемещения в станочный нуль и большинство людей использует её. Однако, для перемещения напрямую в станочный нуль заданных осей приходится использовать команду относительного позиционирования (G91) для задания промежуточной точки относительно нуля станка. Затем вам будет практически всегда необходимо переключится к абсолютному позиционированию в следующем кадре для последующих перемещений. Вместо переключения между командами абсолютного и относительного позиционирования можно использовать команду G53 с X0, Y0 или Z0 для задания перемещения требуемой оси.
Убедитесь, что вы отменили коррекцию на длину инструмента (G49), для перемещения оси Z в позицию смены инструмента: G53 G49 Z0
|
|
|
|
|
Дата добавления: 2015-05-26; Просмотров: 1130; Нарушение авторских прав?; Мы поможем в написании вашей работы!