КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Продольно-строгальные станки
|
|
|
|
Размерной характеристикой продольно-строгальных станков являются наибольшие размеры обрабатываемых деталей (ширина х длина х высота). Промышленность Советского Союза выпускает станки от 630 х 2000 x 550 до 5000 x 12500 x 4500 мм. Станки размером до 1600 х 6300 х 1250 мм включительно выпускаются в одностоечном исполнении.
У продольно-строгальных станков подвижной частью является стол с закрепленной на нем заготовкой. В зависимости от устройства поперечины различают, одностоечные и двухстоечные станки. Первые применяют для обработки крупных деталей, ширина которых выходит за пределы расстояния между колоннами станков двухстоечного исполнения.
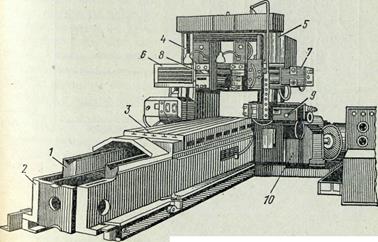
На рис. 57 показан продольно-строгальный станок мод. 7212. На нем можно строгать детали с наибольшими размерами 1250 х 4000 х 1120 мм. На направляющих 1 станины 2 размещен стол 3, на котором закрепляются обрабатываемые детали. Он получает возвратно-поступательное движение. На двух порталах (стойках) 4 и 5 установлена траверса 6, несущая два вертикальных суппорта 8. В направляющих правого портала может иметь вертикальные перемещения боковой суппорт. В коробке 10 расположен привод главного движения, в коробках 7 и 9 - приводы вертикальных и бокового суппортов. Кинематическая схема станка представлена на рис. 58.
Рис. 57. Продольно-строгальный станок мод.7212
|
Главное движение осуществляется от регулируемого электродвигателя 54 постоянного тока. Рабочий ход передается через двухступенчатую коробку скоростей на передачу червяк - рейка 51-52 по следующему Циклу: медленное перемещение стола при врезании резца в заготовку, разгон стола до рабочей скорости, рабочий ход, уменьшение скорости перед выходом

|
Рис.58. Кинематическая схема станка мод. 7212
резца из заготовки
возврат стола в исходное положение. Для изменения скоростей имеется специальный механизм, Монтированный на коробке скоростей. Реверсирование осуществляется электродвигателем 54.
Движение подачи осуществляется реверсивным электродвигателем 53, От которого вращение передается червячной парой 13-14 на вал / коробки подач. На этом валу на шпонке смонтирован диск 1, на котором установлен фрикцион 2, связанный пальцем с диском 3, несущим собачку 6 храпового механизма. Собачка вращает храповое колесо 5 и связанное с ним колесо 4. От него вращение передается на раздаточный вал Я и далее через зубчатые колеса 16-17 на колеса 18, связанные с полу муфтами. Верхний III и нижний VI валы служат для горизонтального перемещения суппортов, а средние валы IV и V-для вертикального перемещения.
Периодическая подача суппортов осуществляется следующим образом, В момент реверсирования стола с обратного хода на рабочий подается команда электродвигателю 53. Вращение его происходит до тех пор, пока разжимная планка фрикциона 2 не упрется в неподвижный упор и не разожмет фрикцион. При нажатии кулачка на конечный выключатель реверса стола в начале рабочего хода электродвигатель отключается. Механизм подачи бокового суппорта устроен аналогичным образом, Установка подачи осуществляется храповым колесом 5. При его вращении приводится в движение подвижный упор. При этом изменяется угол между подвижным и неподвижным упорами и тем самым величина подачи.
Установочные перемещения заимствуют движение также от электродвигателя 53, который вращается в направлении рабочей подачи. Одновременно включается электромагнит, который сцепляет, червячное колесо 14 с храповым колесом при помощи кулачковой муфты. Далее движение следует по предыдущему. Кнопка установочного перемещения находится на подвесной станции, на которой располагаются и другие кнопки управления.
|
Кроме того, на станке имеются средства ручного управления и наладочного перемещения суппортов.
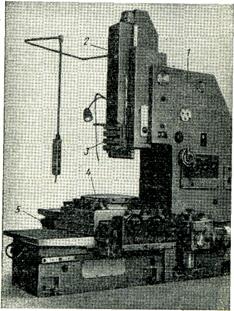
Рис. 59. Долбежный станок мод.7Д430
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 762; Нарушение авторских прав?; Мы поможем в написании вашей работы!