КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Бесцентровые круглошлифовальные станки
|
|
|
|
В условиях крупносерийного и массового производства целесообразно применять бесцентровые круглошлифовальные станки. По виду обрабатываемых поверхностей эти станки подразделяются на станки для наружного и внутреннего шлифования. Наружное шлифование может осуществляться тремя методами: «на проход», «в подрезку» и «в упор».
|
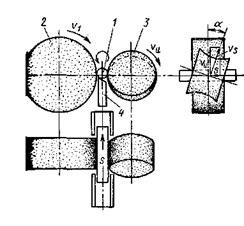
Рис. 64. Схема бесцентрового шлифования «на проход»
|
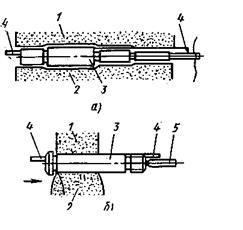
Рис. 65. Схемы бесцентрового шлифования «в подрезку» и «в упор»
В первом случае обрабатываемая деталь 1 (рис. 64) располагается между шлифующим 2 и ведущим 3 кругами, опираясь на опорную призму (нож) 4. Шлифующий круг вращается с большой скоростью (30 — 60 м/с), а ведущий круг – с меньшей (0,2 – 1 м /с). Так как коэффициент трения меру кругом 3 и обрабатываемой деталью больше, чйм между деталью р кругом 2, то ведущий круг вращает деталь со скоростью круговой подачи Vи,а шлифующий круг снимает припуск. Движение продольной подачи достигается поворотом оси ведущего круга на угол α = 1,5 ~ 6° при черновом и α = 0,5 ~ 1,5 градусов при чистовом шлифовании. Окружная скорость vx ведущего круга 3 разлагается на две составляющие: vn и s. Первая представляет собой скорость вращения детали (круговую подачу), вторая — продольную подачу детали. Подача будет тем больше, чем больше угол а. Что5ы обеспечить линейный контакт ведущего круга с цилиндрической поверхностью детали, кругу придают форму однополого гиперболоида. Центр вращения обрабатываемой детали располагают выше центра кругов 2 и 3 на 0.15 — 0,25 диаметра детали, что обеспечивает геометрическую точность ее формы.
При шлифовании в «подрезку» (рис. 65,а) деталь 3, опирающаяся на нож, только вращается. Поперечная подача производится перемещениями ведущего 2 или шлифующего 1 кругов в радиальном относительно детали направлении.
Шлифованием «в упор» (рис. 65.6) обрабатываются детали, имеющие бурты ипи головки. Движения здесь такие же, как и при обработке «на проход», однако, перемещаясь в осевом направлении, деталь встречает упор 5. После этого ведущий круг 2 отходит от шлифующего круга 1, и деталь удаляется из рабочей зоны.
|
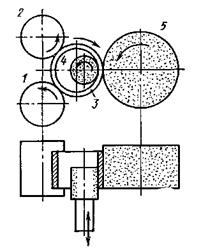
Рис. 66. Схема внутреннего бесцентрового шлифования
|
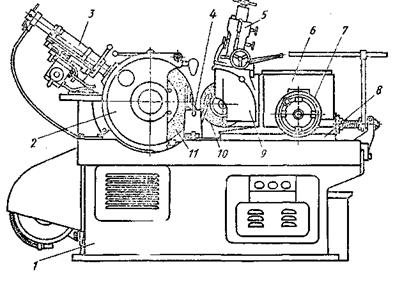
Рис. 67. Бесцентровый Круглошлифовальный станок
На станках для внутреннего бесцентрового шлифования (рис. 66) деталь 3, находясь в контакте с опорным роликом 1, прижимным роликом 2 и ведущим кругом 5, обрабатывается шлифующим крутом 4. Такие станки пригодны только для обработки деталей, у которых предварительно точно обработана наружная поверхность.
На рис. 67 показан бесцентровый круглошлифовальный станок. На станине 1 неподвижно установлена бабка 2, несущая шпиндель со шлифовальным кругом 11. Справа в продольных направляющих станины размещена плита 8, на которой установлена бабка 6 с поворотной головкой 9 и ведущим кругом 10. Круг можно поворачивать вокруг горизонтально/! оси на требуемый угол. На станине закреплена направляющая призма (нож) 4, являющаяся опорой для обрабатываемой детали. Установка бабки 6 ведущего круга на размер обрабатываемой детали, а также компенсация износа круга производится перемещением бабки по направляющим станины вместе с плитой 8 с помощью маховичка 7 и винтовой передачи.
Механизмы привода смонтированы внутри станины. Вращение кругам сообщает электродвигатель, расположенный слева на станине. Для периодической правки шлифующего и ведущего кругов алмазными карандашами служат специальные устройства 3 и 5.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 785; Нарушение авторских прав?; Мы поможем в написании вашей работы!