КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Требования к переплетным материалам
|
|
|
|
Ширина расстава. Расчет расстава при гибком отставе. Материал для отстава.
Ширина расставов определяется в соответствии с толщиной использования переплетных материалов (покровного материала dam , отстава d,каптала, форзацной бумаги, картона Кк), величиной отступа от края тетради при приклейки форзацов lo, плотность вставки блока в крышку (Дп) Определяется:
Р=3/2Пdnm + Zd++lo+Дп+Кк
Расчет расстава при гибком отставе:
· Р=5+К
· Для изделий с прямым корешком Р=5+К+Кот
Материал для отстава:
· Чем больше ширина отстава, тем более толстым должен быть материал отстава (обложечная бумага поверхностной плотностью 120  -160)
-160)
При теснении плотность материала для отстава должна быть не менее 200г/м кв
· Жесткий отстав можно изготавливать из переплетного картона толщиной 0,5-1мм
· Картон должен обладать достаточной прочностью на изгиб, не должен расслаиваться, должен обеспечивать хорошую раскрываемость книги при эксплуатации.
· Картон должен иметь долевой раскрой
· Обложечные и покровные материал должны иметь повышенную прочность на разрыв и изгиб, малую жесткость, малую скручиваемость при одностороннем увлажнении.
· Бумага должна быть с повышенной проклейкой, высокой износостойкости, малой деформацией при увлажнении и не должна скручиваться при одностороннем увлажнении.
· Раскрой всех покровных материалов должен быть только долевым
19. Коробление переплетных крышек, факторы, влияющие на коробление. Способы
устранения коробления.
Коробление переплетных крышек:
· Это произвольная деформация изгиба листовых материалов, полуфабрикатов или изделий в следствии усадки или изменения влагосодержания, а так же в результате пересушивания.
Факторы, влияющие на коробление:
· Толщина картона (чем толще картон тем меньше коробление)
· Состав и концентрация клея
· Толщина клеевого слоя(чем толще слой, тем больше коробление)
· Вид покровного материала(коэффициент усадки покровного материала)
Способы устранения коробления:
· Каландрирование-готовые переплетные крышки подвергают изгибу на изначальную сторону, пропуская их через каландрированные валики
· Использование толстого картона.При применении для переплетных крышек толстого (2,5 мм и более) картона и тонких, но прочных покровных материалов Компенсирующее увлажнение. при дозированном увлажнении тыльной стороны переплетных крышек после их сборки и сушки в специальных решетчатых зажимах, обеспечивающих свободный влагообмен крышек с окружающим воздухом, компенсирующее увлажнение (КУ) позволяет получать практически не коробленые крышки.
· Подбор способов и режимов сушки.Коробление переплетных крышек может быть уменьшено при использовании мягких режимов конвективной и радиационно-конвективной сушки
Применение добавок в клей. При введении в костный клей глицерина напряжения в сухой клеевой пленке снижаются и, как следствие, величина коробления переплетных крышек уменьшается.
Билет №20
Контроль качества переплетных крышек.
· Точность ширины и высоты корешка в развернутов виде
· Прямоугольная форма
· Точность размера шпации
· Отсутствие косины шпации и расставов
· Плотность приклейки отстава к корешку
· Величина и правильность загибки покровного материала
· Точность величины склейки и отсутствие косины корешка
· Отсутствие косины приклейки картонных сторонок у корешка
Билет №21 Обработка блоков, типы конструкции корешка + Билет №22 Варианты обработки книжных блоков
Обработка книжных блоков после их скрепления предполагает придание будущему книжному изданию дополнительных эксплуатационных свойств, повышающих его прочность и долговечность. Различают две стадии обработки — первичную и вторичную. Первичная обработка — повысить прочность швейного скрепления тетрадей блока и его компактность, обеспечить свободный доступ к любой странице книжного издания, получить требуемые размеры блока в соответствии с принятым форматом издания. Вторичная — повышение долговечности издания и улучшение его эстетических и эргономических показателей. Часть операций вторичной обработки необязательна и выполняется по договору с издательством. Это прежде всего закраска обреза (или обрезов) и приклейка ленточки-закладки.
Схема технологического процесса полной обработки книжных блоков
1. Многократный обжим
2. Заклейка корешка
3. Сушка корешка
4. Многократный обжим
5. Обрезка блока с трех сторон
6. Закраска (золочение) корешка
7. Кругление корешка
8. Отгибка фальцев или рон краев
9. Приклейка корешкового материала
10. Приклейка ленточки-закладки
11. Приклейка капталов
12. Приклейка бумажной корешка и блока полоски
Схема технологического процесса частичной обработки книжных блоков
1. Заклейка корешка
2. Сушка корешка обрезов
3. Обжим корешка
4. Обрезка блока с трех сто- +
5. Кругление корешка
6. Приклейка корешкового материала
Схема технологическо-го процесса минимальной обработки блоков
1. Заклейка корешка блока, с трех сторон сшитого на марле
2. Сушка корешка
3. Обжим корешка
4. Обрезка блока
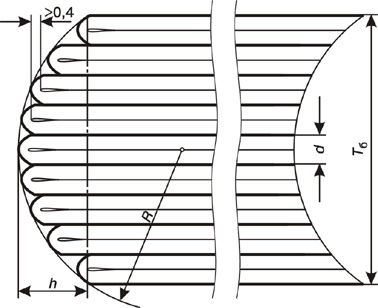
Книжные блоки современных изданий в переплетной крышке после обработки могут иметь четыре различные формы корешка — прямую, кругленую, кругленую с отогнутыми фальцами и прямую с отогнутыми фальцами или краями корешка. Кругление корешка позволяет распределить его утолщение по дуге окружности, которая у книг с толщиной блока до 60 мм больше толщины переднего обреза или расчетной толщины блока на 3-4 мм.
|
| Рис. 6.7. Схема книжного блока с кругленым корешком: Т б — толщина блока; d — толщина тетради; R — радиус закругления; h — стрела прогиба |
|
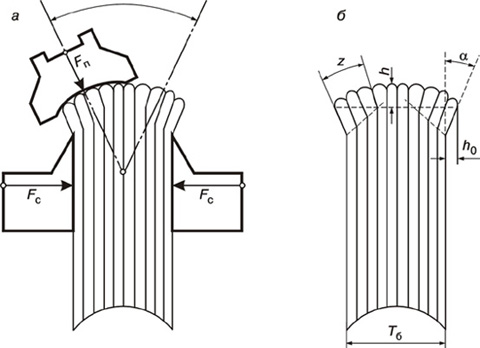
| Рис. 6.10. Схемы отгибки фальцев качающейся колодкой (а) и основных параметров отгибки (б): Fс — сила сжатия блока; Fп — сила прижима корешка; Тб — толщина корешка; hо — высота отгибки фальцев; z — зона отгибки; a — угол отгибки; h — стрела прогиба |
Билет №23 Потетрадное шитье на корешковом материале + Билет №24 Шитье блоков без корешкового материала + Билет №25 Шитье нитками без корешкового материала + Билет №26 Способы присоединения корешкового материала
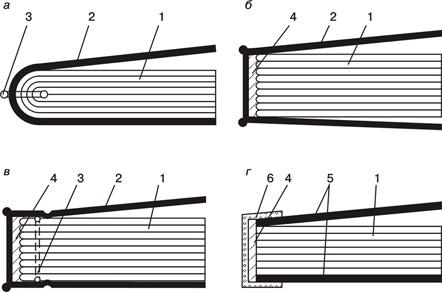
Первые три типа обложек названы по способу их скрепления с блоком (рис. 9.1): для крытья внакидку, обыкновенного и вроспуск (см. подразд. 7.1). Обложки типа 1 скрепляются с блоком проволокой или нитками в процессе его скрепления, а обложки типов 2, 3 и 4 — только клеем после или во время скрепления книжного блока.
|
| Pис. 9.1. Виды крытья книжных блоков обложкой: а — внакидку; б — обыкновенное; в — вроспуск; г — с окантовкой; 1 — блок; 2 — обложка; 3 — проволочная скоба; 4 — клей; 5 — сторонка обложки; 6 — окантовка |
Обложки типа 1 на малых полиграфических предприятиях комплектуются вместе с блоком обычно вручную. Скомплектованные и покрытые обложкой блоки отправляются на операцию шитья и затем на трехстороннюю обрезку, где обложка скрепляется и обрезается вместе с блоком по формату издания на пооперационном оборудовании. На средних полиграфических предприятиях малообъемные издания в обложке типа 1 изготавливают на вкладочно-швейных машинах типа 736 (фирма «Шталь-Бремер», Германия), при этом заранее раскроенные и сфальцованные обложки вручную накидываются на полностью скомплектованные блоки, перемещаемые транспортером машины к швейной секции.
На крупных полиграфических предприятиях издания в обложке типа 1 обрабатываются на вкладочно-швейно-резальных агрегатах (ВШРА), снабженных самонакладами, в которых при выводе на сборочный транспортер обложки фальцуются или бигуются.
Обложки типа 2 применяются в основном для крытья многообъемных изданий, сшитых потетрадно нитками без марли, и скрепляются с блоком клеем по всей площади корешка. Скрепление получается достаточно надежным вследствие большой ширины и площади склейки. Применять ее для книжных изданий, скрепляемых клеевым бесшвейным способом, не следует, так как крайние листы блока, не скрепленные с обложкой, имеют примерно вдвое меньшую прочность скрепления с блоком, поэтому при эксплуатации книги могут легко оторваться от блока.
Заклейка корешков блоков и крытье их обложками типа 2 или 3 производится в непрерывной последовательности на малых полиграфических предприятиях вручную, а на средних — на крытвенных автоматах БИП-5 (Харьковский ЗПМ, Украина), которые могут обрабатывать блоки форматом от 70108/64 до 6090/8, толщиной до 25 мм со скоростью до 35 цикл/мин. При ручном крытье обложкой типа 3 клеем промазывается обложка, а не блок. При скреплении блоков клеевым бесшвейным способом на полуавтоматических машинах и на агрегатах обложки типа 3 заранее не фальцуются и не бигуются, так как обжатие обложек из тонкой бумаги или биговка относительно толстых обложек (из бумаги плотностью 160-240 г/м2) происходит в машине или в агрегате.
Обложки типа 4, не нашедшие промышленного применения, могут быть использованы при ремонте книг, скрепленных клеевым бесшвейным способом. В этом случае сторонки обложки комплектуются вместе с блоком, разобранным на листы, и скрепляются, как и блок, вариантом КБС с роспуском листов. Тканевая полоска выкраивается в долевом направлении на 30 мм шире толщины блока и после его просушки промазывается с изнаночной стороны ПВАД и притирается к корешку и в корешковой зоне через макулатурный лист.
Билет №27
Влияние заклейки корешка на качество готового изделия
Билет №28
Сравнить прочностные качества блоков шитых на корешковом материале и блоков сшитых
без корешкового материала
Билет №29
Повышение качества при механической обработке корешка блока.
|
|
|
|
|
Дата добавления: 2015-06-25; Просмотров: 2008; Нарушение авторских прав?; Мы поможем в написании вашей работы!