КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Усадка стружки
|
|
|
|
В начальный момент, когда режущий инструмент соприкасается с металлом заготовки, в котором возникают упругие деформации. При дальнейшем внедрении металлорежущего инструмента в металл заготовки возникают пластические деформации.
Процесс стружкообразования при резании металлов
Обработка материалов резанием - это технологический процесс изготовления деталей путем отделения поверхностных слоев заготовки металлорежущим инструментом с образованием стружки.
Резание осуществляется путем внедрения в обрабатываемую заготовку клинообразного твердого тела - режущей части инструмента, движение которого осуществляется под действием сил привода металлорежущего станка.
Резание металлов является сложным физико-химическим процессом, при котором возникают упругие и пластические деформации. Этот процесс сопровождается:
· трением;
· тепловыделением;
· стружкообразованием;
· усадкой стружки;
· наростообразованием;
· наклепом обработанной поверхности;
Схема формирования поверхности детали путем снятия стружки приведена на рис.1
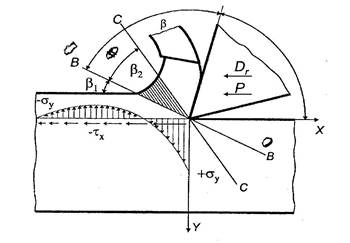
Рис.1. Схема формирования поверхности детали путем снятия стружки
металла
Таким образом, режущий клин металлорежущего инструмента непрерывно внедряется в обрабатываемую заготовку под действием силы Р деформирует ее упруго s < sпр , затем пластически s > sт.При этом под действием внешних сил привода металлорежущего станка - Р, в металле возникают напряжения s. При достижении растягивающих напряжений sр > sв в металле возникают микротрещины и при дальнейшем движении режущего клина происходит сдвиг всего пластически деформированного (объема) слоя металла в виде окончательного сформированного элемента стружки. Далее процесс деформирования повторяется, образуются новые элементы стружки 1,2,3 и т.д.. Объем металла подвергающийся пластическому деформированию, ограничен с одной стороны поверхностью лезвия, с другой стороны – плоскостью В_В, по которой периодически сдвигаются или скалываются сформированные элементы стружки. Тиме И.А. назвал эту плоскость плоскостью скалывания.
Плоскость В_В называется плоскостью сдвига (скалывания); весь пластически деформированный объем металла под действием сил сдвигается инструментом (клином) в виде окончательно сформированного элемента стружки.
Угол b1, определяющий положение плоскости сдвига относительно направления движения инструмента, называют углом сдвига (углом скалывания).
Наибольшая деформация зерен металла возникает не в направлении плоскости В_В, а в другом направлении, определяемым углом b2. Срезаемый слой подвергается дополнительному деформированию вследствие трения стружки о переднюю поверхность инструмента. Окончательная структура формируется в виде вытянутых зерен. Упорядоченную ориентацию деформированных зерен называют текстурой, а угол - b2 углом текстуры. Угол b2 зависит от свойств обрабатываемого материала и геометрических параметров инструмента; для хрупких материалов b2 ~0°, b2 ~30° для пластичных материалов. Характер деформирования зависит от физико-механических обрабатываемого материала, режимов резания и геометрических параметров инструмента.
Классификация типов стружек
По действующей и поныне классификации профессора И. А.Тиме при обработке различных материалов образуются следующие виды стружек (Рис.2.):
· сливная (а);
· суставная стружка (в);
· стружка скалывания (б);
· стружка надлома (г).
При обработке пластичных металлов образуется сливная стружка с большими скоростями резания, с малой толщиной срезаемого слоя и большими передними углами инструмента.
При обработке пластичных металлов образуется сливная стружка с большими скоростями резания, с малой толщиной срезаемого слоя и большими передними углами инструмента.
Стружка скалывания образуется при обработке материалов средней твердости, при малых скоростях резания, с большей толщиной срезаемого слоя и небольшими передними углами. Стружка надлома образуется при обработке хрупких материалов. Изменяя условия и режим резания, можно получить различные виды стружек.
 |
Рис.2.Виды стружек: а – сливная; б- скалывания; в- суставная; г -надлома
Образующаяся при обработке большинства сталей образуется сливная стружка, сходит в виде длинных полос или спирали. Она наматывается на
механизмы станка, на инструмент и на обрабатываемую заготовку. Это затрудняет эксплуатацию станка. Оптимальная длина стружки в массовом производстве деталей - 30 -80 мм, диаметром до 15 мм.
В результате наблюдений за процессом стружкообразования установлено, что образующиеся при резании стружки сливные, суставные и скалывания всегда короче и толще, а изредка и шире срезаемого слоя. Это явление называется усадкой стружки. Величину усадки принято характеризовать коэффициентами усадки, под которыми подразумеваются отношения соответствующих линейных размеров стружки и срезаемого слоя.
Рис.3 Схема, поясняющая определение коэффициентов усадки стружки
Различают коэффициенты утолщения, укорочения, уширения стружки:
коэффициент утолщения стружки Ка = ас /а;
коэффициент укорочения стружки Кl = L / Lс;
коэффициент уширения стружки Кb = bс/ b.
Итак, при пластической деформации обрабатываемого материала в зоне резания длина стружки меньше длины срезаемого слоя металла, а ширина срезаемого слоя b > bc ширины стружки и соответственно толщина срезаемого слоя a > ac толщины стружки. По результатам экспериментальных исследований увеличение ширины стружки невелико (Kb = 1.05...1.15), поэтому им можно пренебречь, т.е. можно приближенно считать, что bс = b. Изменение линейных размеров стружки определяется законом постоянства объема при пластической деформации металлов.
V = Vc (закон постоянства объёма).
L × а × b = Lс× ас× bс. Отсюда следует, что L/ Lс = ас /а, т.е Кl = Ka.
Усадка стружки характеризует степень протекания пластического деформирования металла и до некоторой степени характеризует условия протекания процесса резания: чем меньше пластическая деформация, более благоприятны условия стружкообразования и меньше расход мощности на обработку данной заготовки.
|
|
|
|
|
Дата добавления: 2015-06-26; Просмотров: 5778; Нарушение авторских прав?; Мы поможем в написании вашей работы!