КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Примеры технологических и нетехнологичных конструкций
|
|
|
|
| Основные технологи-ческие требования | Конструкция | Преимущества технологичной конструкции | |
| нетехнологичная | технологичная | ||
| Обрабатываемые плоскости не должны быть сплошными | 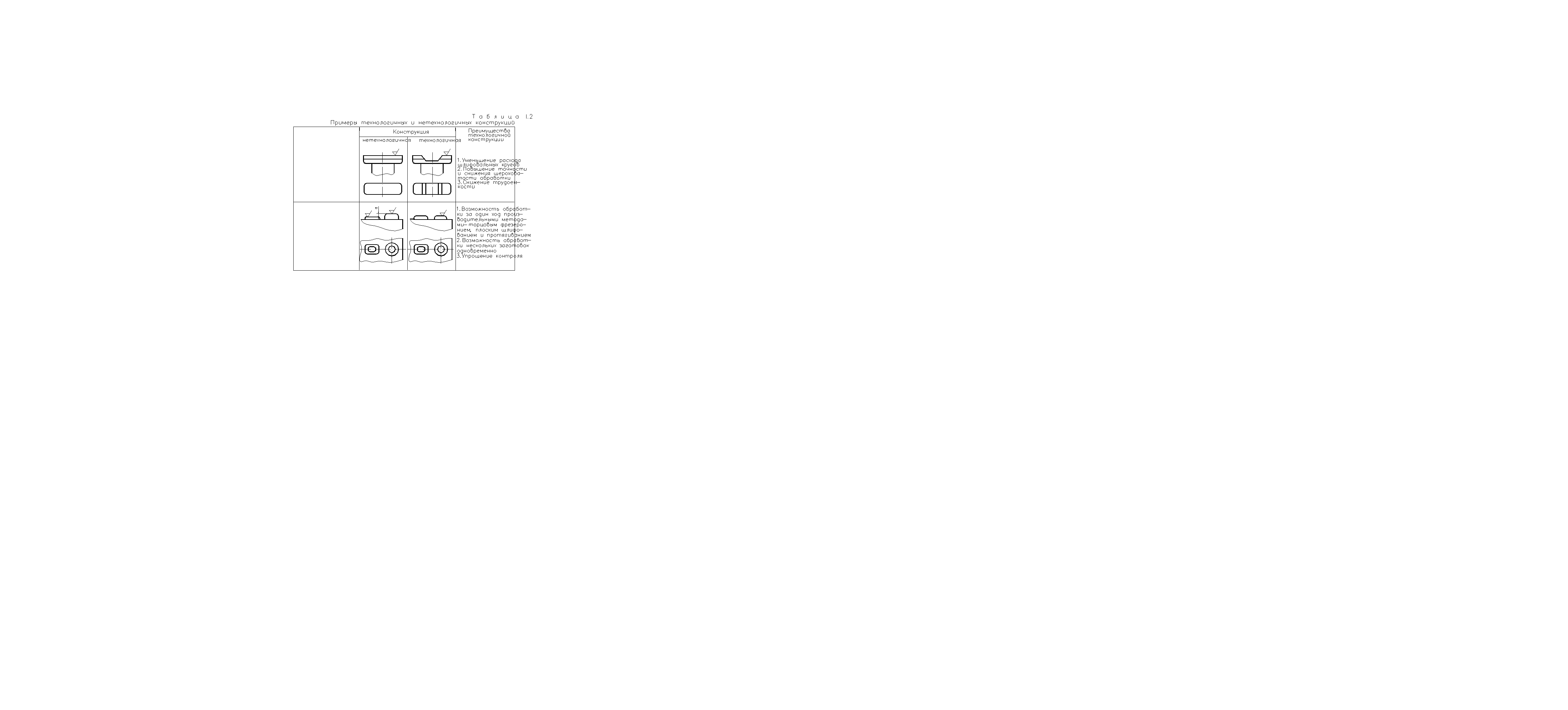
|
| 1. Уменьшение расхода шлифовальных кругов 2. Повышение точности и снижение шероховатости обработки 3. Снижение трудоемкости |
| Обрабатываемые плоскости следует располагать на одном уровне |
|
| 1. Возможность обработки за один ход производительными методами-торцовым фрезерование, плоским шлифованием и протягиванием 2. Возможность обработки нескольких заготовок одновременно 3. Упрощение контроля |
Продолжение табл. 1.2
| Обрабатываемые плоскости должны быть открытыми. Узкие и длинные поверхности должны быть расположены так, чтобы их можно было обрабатывать вдоль плоскости | 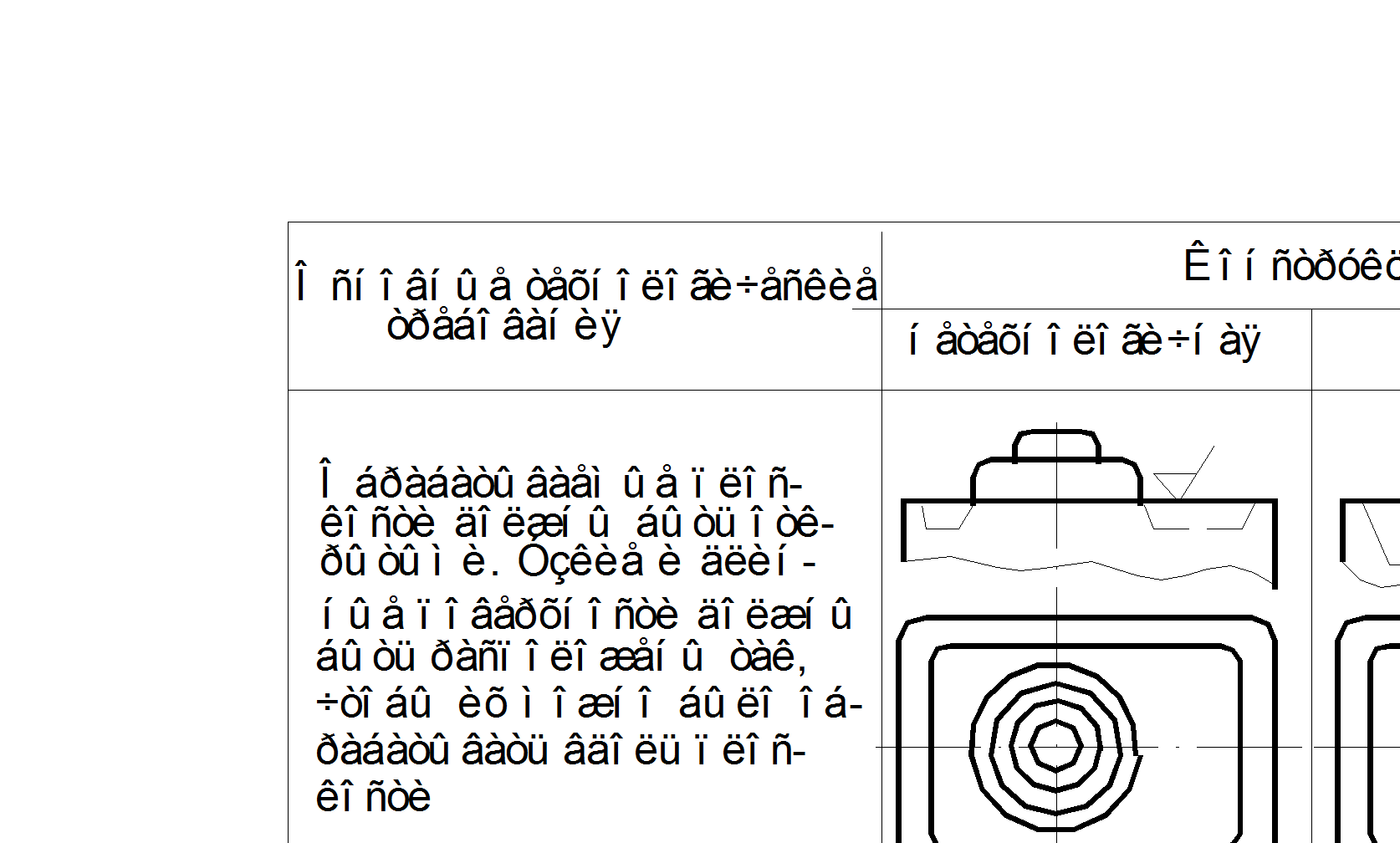
|
| 1. Возможность обработки торцов фрезерованием 2. Повышение производительности и точности обработки |
| Закрытые плоскости должны иметь переходную поверхность, соответствую-щую размерам и виду инструмента |
|
| 1. Снижение трудоемкости 2. Применение производительных методов обработки и нормализованного режущего инструмента |
| Обрабатываемые плоскости не должны располагаться в углублениях | 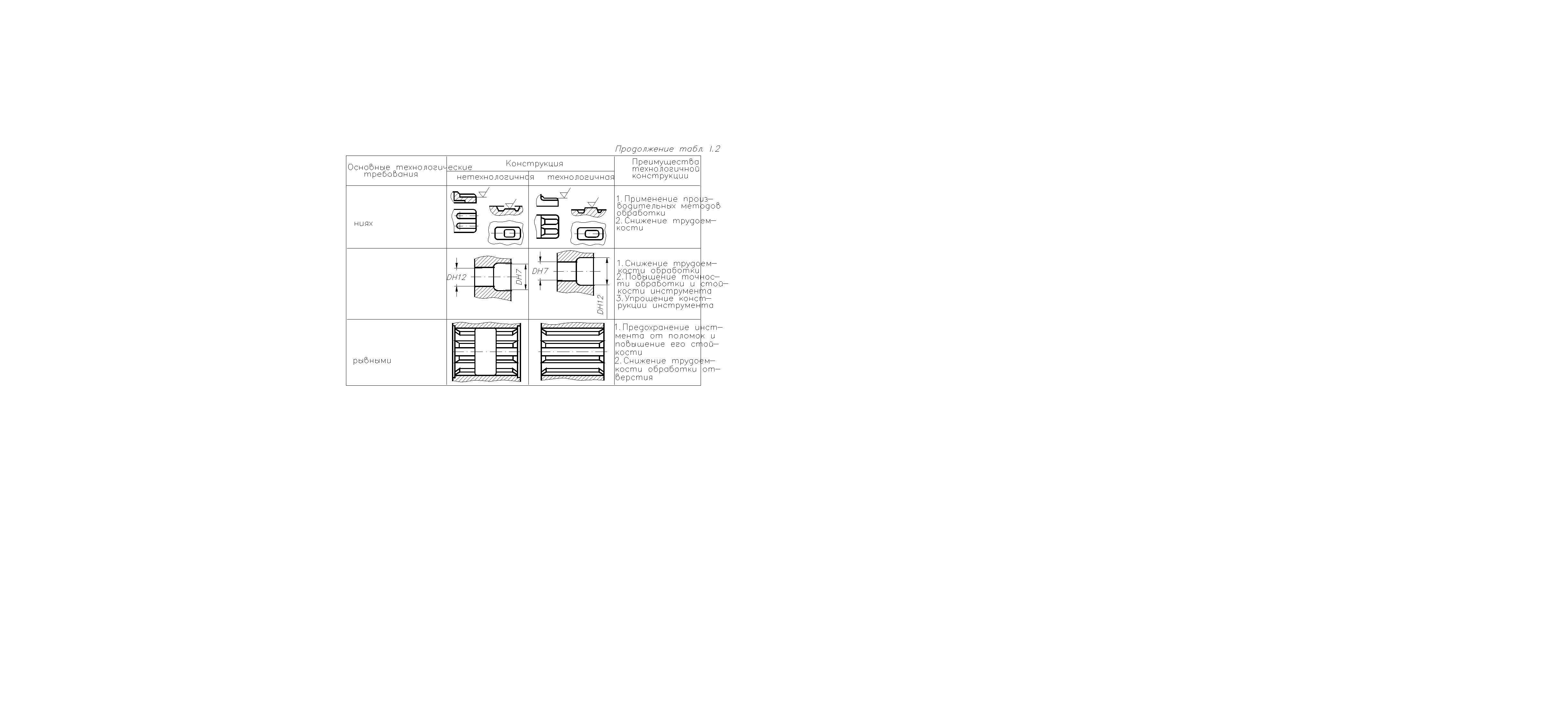
|
| 1. Применение производительных методов обработки 2. Снижение трудоемкости |
| В ступенчатых отверстиях наиболее точную ступень следует делать сквозной |
|
| 1. Снижение трудоемкости обработки 2. Повышение точности обработки и стойкости инструмента 3. Упрощение конструкции инструмента |
Продолжение табл. 1.2
| Шлицевые отверстия должны быть непрерывными |
|
| 1. Предохранение инструмента от поломок и повышение его стойкости 2. Снижение трудоемкости обработки отверстия |
| Следует избегать глухих шлицевых отверстий | 
|
| Возможность обработки отверстия производительным методом-протягиванием |
| Следует избегать глубоких шлицевых отверстий |
|
| 1. Упрощение конструкции инструмента и повышение его стойкости 2. Упрощение процесса обработки |
| В отверстиях не должно быть обрабатываемый выточек | 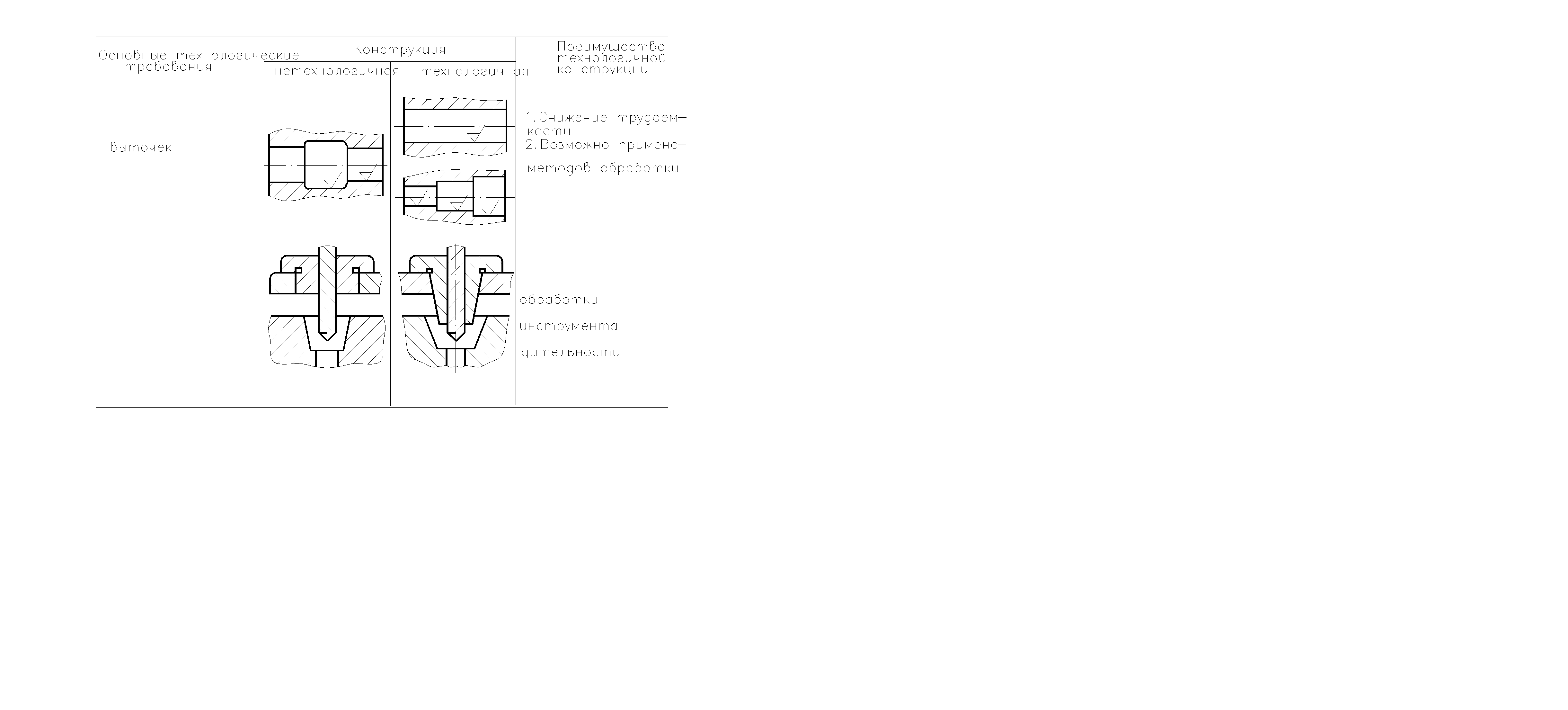
|
| 1. Снижение трудоемкости 2. Возможно применение производительных методов обработки |
| Для сокращения длины обрабатываемого отверстия следует обеспечить условия для наилучшего направления инструмента |
|
| 1. Повышение точности обработки 2. Увеличение жесткости инструмента 3. Повышение производительности |
Продолжение табл. 1.2
| Возможность нормального входа и выхода режущего инструмента | 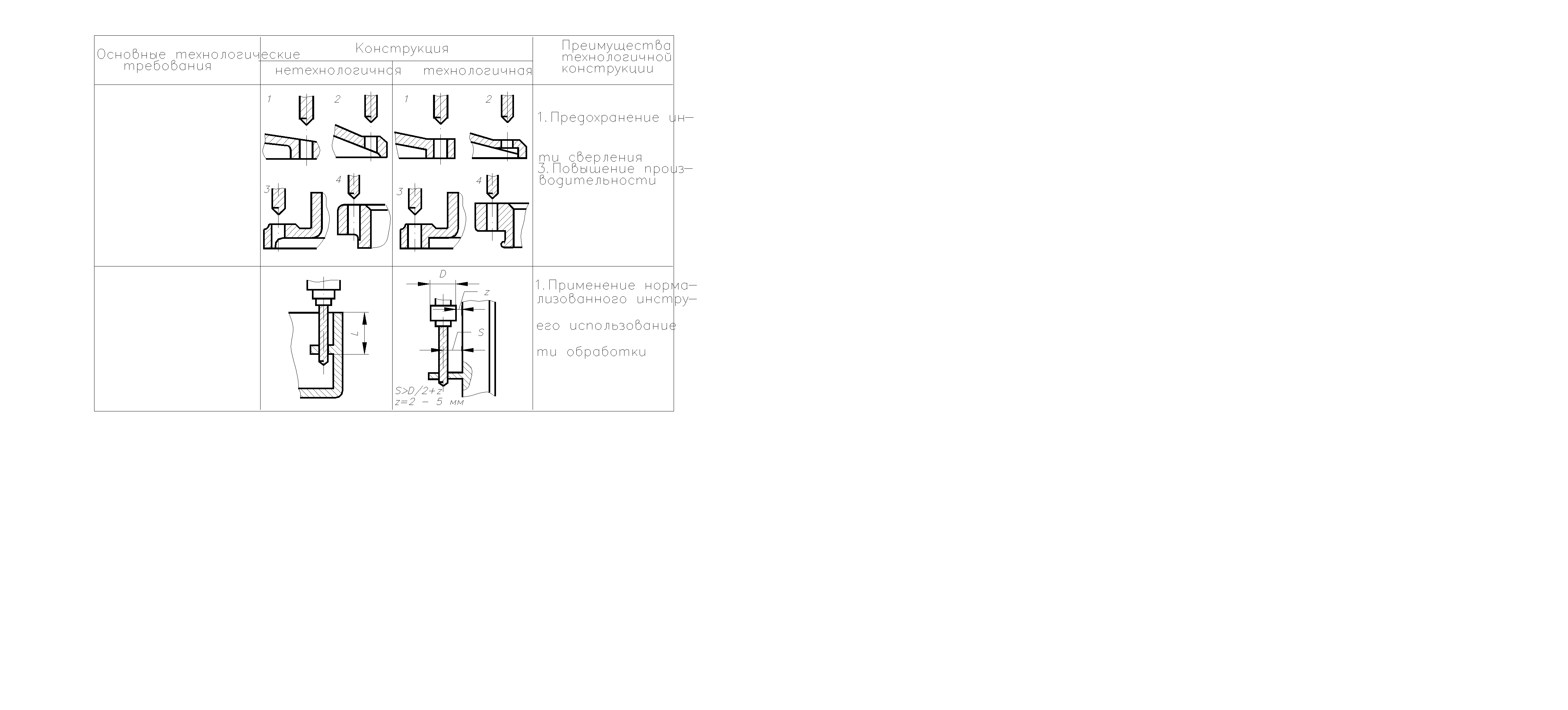
|
| 1. Предохранение инструмента от поломок 2. Повышение точности сверления 3. Повышение производительности |
| Отверстия должны быть расположены так, чтобы можно было работать инструментом нормальной длины |
|
| 1. Применение нормализованного инструмента и более полное его использование 2. Повышение точности обработки |
| Глухие отверстия с резьбой должны иметь канавки для выхода инструмента или в них должен быть предусмотрен сбег резьбы | 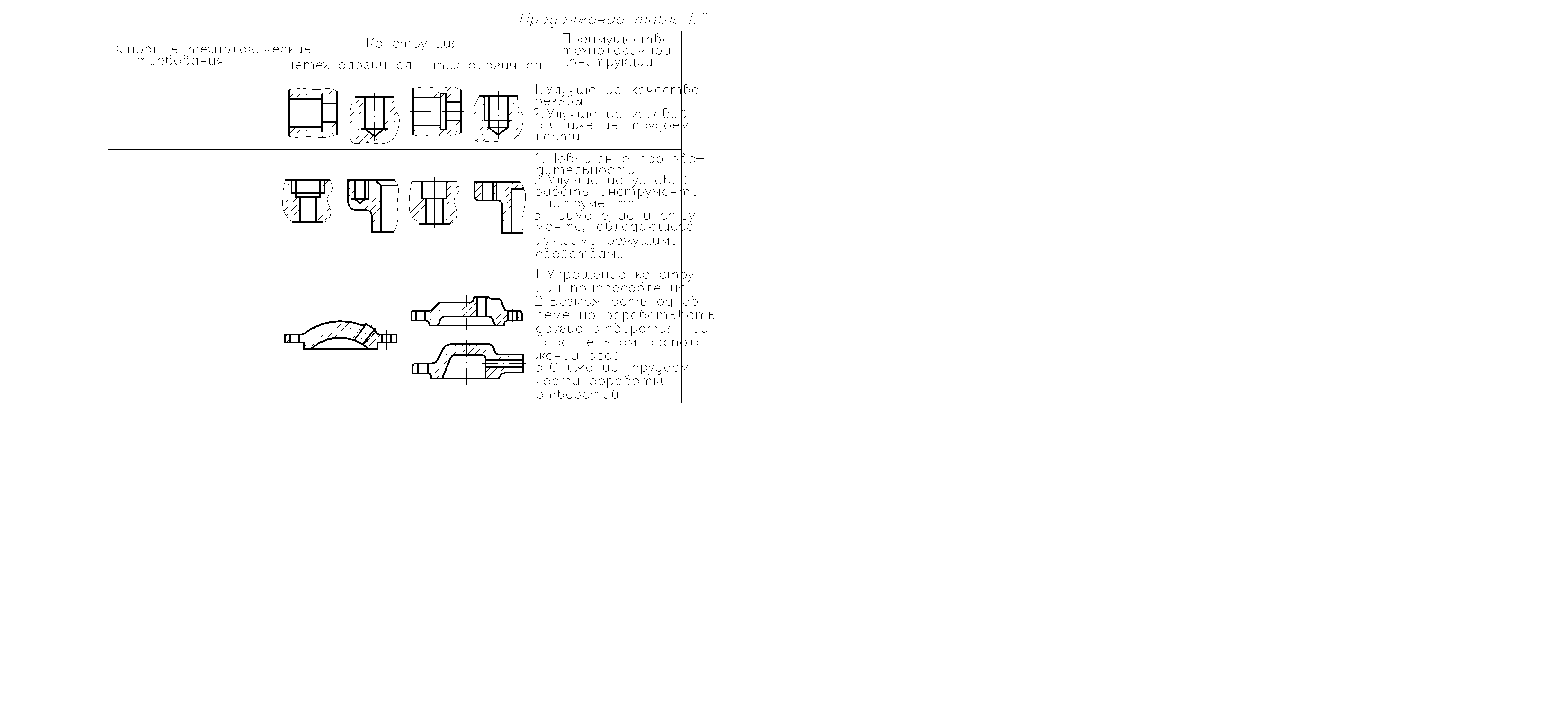
|
| 1. Улучшение качества резьбы 2. Улучшение условий 3. Снижение трудоемкости |
| Конструкция отверстия с резьбой должна давать возможность работать резьбовым инструментом на проход |
|
| 1. Повышение производительности 2. Улучшение условий работы инструмента 3. Применение инструмента, обладающего лучшими режущими свойствами |
Продолжение табл. 1.2
| Следует избегать наклонного расположения оси отверстия |
|
| 1. Упрощение конструкции приспособления 2. Возможность одновременно обрабатывать другие отверстия при параллельном расположении осей 3. Снижение трудоемкости обработки отверстий |
| Следует избегать закрытых пазов, обрабатываемых концевыми фрезами | 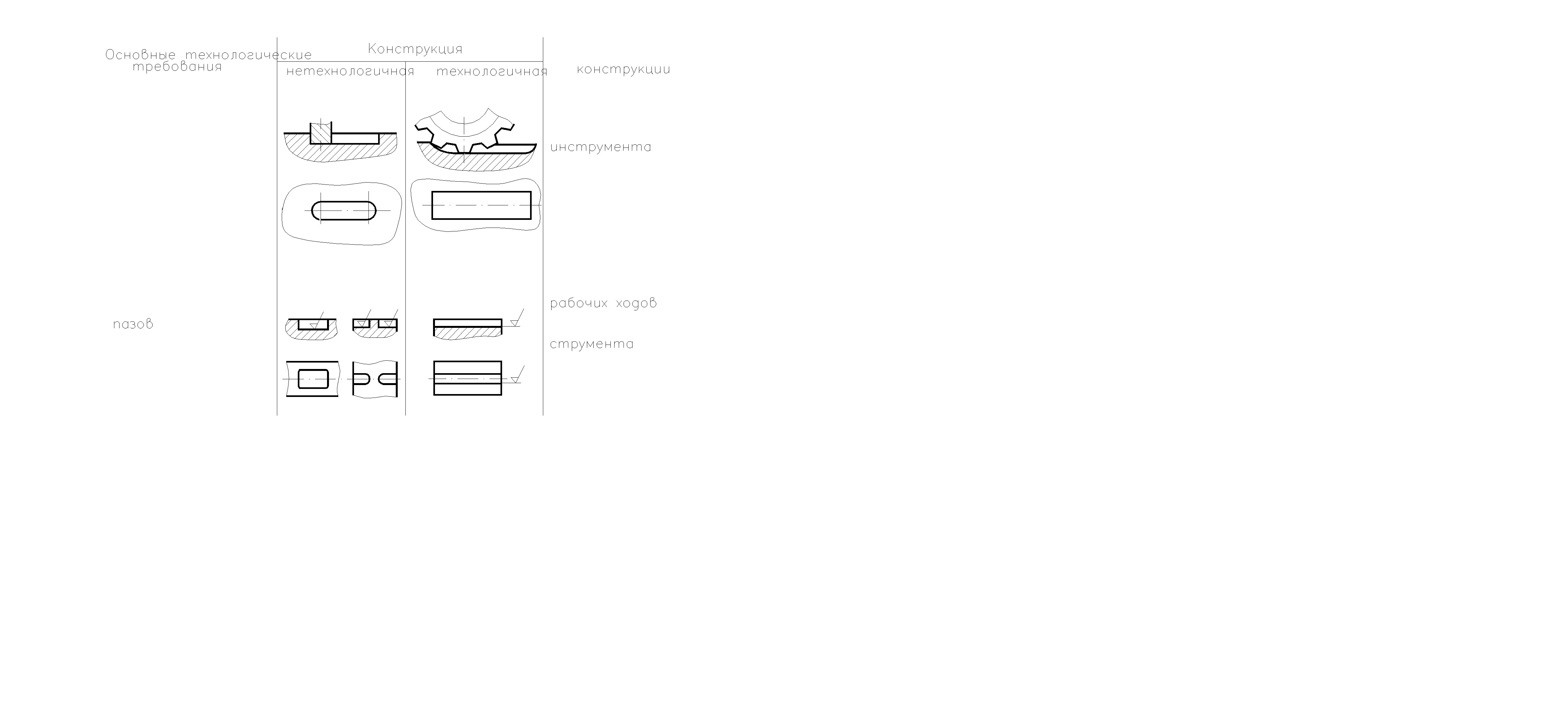
|
| 1. Применение более производительного инструмента 2. Улучшение условий работы инструмента и особенно его врезания 3. Снижение трудоемкости обработки |
| Следует избегать закрытых гнезд и несквозных пазов |
|
| 1. Сокращение числа рабочих ходов 2. Упрощение конструкции режущего инструмента 3. Снижение трудоемкости обработки |
Технологичность конструкции заготовок деталей должна иметь в виду не только максимальную рационализацию механической обработки, но и упрощение процессов изготовления самих заготовок.
Литые заготовки из чугуна и стали в этом отношении должны удовлетворять следующим основным требованиям:
а) толщина стенок отливки должна быть по возможности одинаковой, без резких переходов тонкостенных частей в толстостенные; выполнение этого требования необходимо для получения однородной структуры отливки и уменьшения внутренних напряжений в ней;
б) форма любой заготовки должна предусматривать простой, без затруднений разъём модели;
в) поверхности отливки, расположенные перпендикулярно к плоскости разъёма модели, должны иметь конструктивные литейные уклоны для того, чтобы изготовление литейных форм и стержней и удаление моделей из форм происходило без затруднений.
Уклон в направлении выхода модели из формы обозначается на чертежах линейной величиной b или отношением этой величины к высоте (длине) h данной поверхности отливки (b:h).
Величины литейных уклонов в зависимости от высоты (длины) h принимаются: 1:5 при h<25мм; 1:10 и 1:20 при h в пределах 25…500мм; 1:50 при h>500мм.
В заготовках, полученных методами штамповки и ковки, должно быть обозначено:
а) отсутствие резких переходов в поперечных сечениях и усиление сечений в изгибах; б) выполнение переходов от одного сечения к другому по дугам относительно больших радиусов; в) закругление острых рёбер у штамповок.
Штамповки должны иметь уклон поверхностей, расположенных перпендикулярно к плоскости разъёма штампа, необходимый для удаления заготовки из штампа. Величины уклонов для наружных поверхностей принимаются от 1:10 до 1:7; для внутренних - от 1:7 до 1:5. При повышенной точности штамповки величина уклона принимается меньшей.
Технологичность конструкции изделия - это совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных качества, объема выпуска и условий выполнения работы.
При отработке конструкция изделия на технологичность каждое изделие следует рассматривать как объект проектирования, производства и эксплуатации.
Требования к технологичности сборочных единиц рассмотрены в [12,13].
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 1952; Нарушение авторских прав?; Мы поможем в написании вашей работы!