КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Технологический маршрут изготовления маховика двигателя
|
|
|
|
| Номер операции | Содержание операции | Наименова-ние и модель станка | Номер режущего инструмента | Режим обработ-ки | Время обработки, мин | ||
| V м/мин | S мм/мин | Т0 | Тшт | ||||
| Поперечный суппорт | Токарный полуавтомат ЛМ555-СО1 на две детали | ||||||
| Подрезать торцы, выдержать размеры 1*, 2*,3*,4*,5*,6*,7* | 80,5 | 0,71 | 1,3 | ||||
| Продольный суппорт | |||||||
| Обточить поверхность 8* (суппорты работают одновременно) | 80,5 | (0,68) | - | ||||
| Поперечные суппорты | Токарный полуавтомат ЛМ555-СО2 на две детали | ||||||
| Врезаться в поверхность суппортами I и II | 1; 2; 4 | 15.7 | 0,38 | - | |||
| Подрезать торец, выдержать размер 3* | 1; 2; 5; 6 | 1.36 | 2,22 |
Продолжение табл. 1.30
| Проточить конусную поверхность и подрезать торец, выдержав размеры 1*,2*,4*,5* (суппорты работают одновременно) | Токарный полуавтомат ЛМ555-СО2 на две детали | 3; 4 | (0,91) | - | |||
| Продольный суппорт | |||||||
| Обточить поверхность 6* | 7; 8 | (0,91) | - | ||||
| Продольный суппорт | Токарный полуавтомат ЛМ555-СО2 на две детали | ||||||
| Расточить отверстие 5* | 24.8 | 0.22 | - | ||||
| Снять фаску 3* (суппорты работают последовательно) | |||||||
| Поперечный суппорт | |||||||
| Подрезать торцы, выдержать размеры 2*,4*,6*,7* | 1.02 | 1.72 | |||||
| Снять фаску 1* | |||||||
| Крестовый суппорт | Токарный полуавтомат ЛМ555-СО4 на две детали | ||||||
| Проточить коническую поверхность и часть торца, выдержать размеры 1*,2*,3*,4*,5*,6*(суппорты работают одновременно) | 77.5 | 29.6 | 1.25 | 1.73 |
Продолжение табл. 1.30
| Поперечные суппорты | Токарный полуавтомат ЛМ555-СО5 на две детали | ||||||
| Подрезать торцы и расточить поверхность 7*, выдержать размеры 1*, 2* (суппорты работают одновременно) | 0,75 | 1,23 | |||||
| Подрезать торцы, выдержать размеры 3*,4*,5*,6* | |||||||
| Продольный суппорт | |||||||
| Крестовый суппорт | Токарный полуавтомат ЛМ555-СО6 на две детали | ||||||
| Расточить отверстие 2* (после перехода) | 25,1 | 0,64 | - | ||||
| Расточить отверстие 4* (производится переключение числа оборотов) | 25,6 | (0.32) | - | ||||
| Снять фаску 1* | (0.5) | - | |||||
| Обточить поверхность 3* | 0.79 | 1.9 | |||||
| Обточить поверхность 5* | |||||||
| Крестовый суппорт | Токарный полуавтомат ЛМ555-СО7 на две детали | ||||||
| Подрезать торец, выдержать размер 1* (материал резца Композит 05) | - | 1.65 | 2.12 | ||||
| Шлифовать торец, выдержать размер 2* и технические требования 1* | Плоскошлифо-вальный с круглым столом на одну деталь | - | 17,9 | 0,09 | 1,95 |
Продолжение табл. 1.30
| Поперечный суппорт | Токарный полуавтомат СМ779Н1 на одну детали | ||||||
| Подрезать торец, выдержать размер и техническое требование 4* | 31,4 | 1,65 | 2,1 | ||||
| Подрезать торцы, выдержать размеры 10*,11* | (1,65) | - | |||||
| Продольный суппорт | |||||||
| Обточить поверхности, выдерживая размеры 1*,2*,3*,5*,6*,7*,8*,9* | (1,5) | - | |||||
| Нагреть венец до t = 200°C. Запрессовать его на маховике | - | - | - | 1,1 | 1,2 | ||
| Позиция 1 | Агрегатно-сверлильный, пятипозицион-ный сорокашести-шпиндельный АМ8522 | ||||||
| Загрузочная | |||||||
| Позиция 2 | |||||||
| Сверлить отверстие 1*, выдержать радиус 4* и угол 11* | - | 12,8 | 52,5 | (0,29) | - | ||
| Сверлить шесть отверстий 7* напроход, выдержать размеры 3*,6* | - | 12,8 | 52,5 | 0,95 | 1,20 | ||
| Сверлить четыре отверстия 8* напроход, выдержать размеры 5* | - | 13,2 | 52,5 | (0,65) | - | ||
| Сверлить отверстие 10*, выдержать радиус 9* | - | 52,5 | (0,15) | - |
Продолжение табл. 1.30
| Позиция 3 | Агрегатно-сверлильный, пятипозицион-ный сорокашести-шпиндельный АМ8522 | ||||||
| Сверлить два отверстия 1* напроход | - | 13,2 | 52,5 | (0,65) | - | ||
| Зенкеровать шесть отверстий и снять фаску 2* | - | 10,6 | 52,5 | (0,40) | - | ||
| Сверлить два отверстия 4* напроход | - | 13,2 | 52,5 | 0,65 | - | ||
| Позиция 4 | |||||||
| Зенкеровать шесть отверстий 1* напроход | - | 9,7 | 52,5 | 0,95 | - | ||
| Зенкеровать два отверстия 2* напроход | - | 12,2 | 52,5 | (0,65) | - | ||
| Зенкеровать два отверстия и снять фаску 3* | - | 12,6 | 52,5 | (0,65) | - | ||
| Зенкеровать отверстие 4* напроход | - | 11,2 | 52,5 | (0,95) | - | ||
| Позиция 5 | |||||||
| Зенкеровать отверстие и снять фаску 1*, выдержать радиус 2* и угол 10* | - | 11,1 | 52,5 | (0,23) | - | ||
| Развернуть шесть отверстий 4*, выдержать размеры 3*,7*,8* и углы 9* | - | 4,8 | 52,5 | (0,35) | - | ||
| Зенкеровать четыре отверстия 5* напроход | - | 11,3 | 52,5 | (0,65) | - | ||
| Развернуть отверстие 6* напроход | - | 5,3 | 52,5 | 0,95 | - |
Продолжение табл. 1.30
| Левые шпиндельные головки | Алмазно-расточный двусторонний девятишпин-дельный 005513 | ||||||
| Расточить два отверстия 5* напроход, выдержать размеры 1*,9*,10* | - | (0.13) | - | ||||
| Расточить шесть отверстий 6* напроход, выдержать радиус 2*,3*,11* и угол 4* | - | 0.16 | - | ||||
| Правая шпиндельная головка | |||||||
| Расточить отверстие 7* напроход | - | 0.81 | 2.1 | ||||
| Расточить отверстие 8* | - | 21.6 | 0.42 | - | |||
| Суперфинишировать поверхность, обеспечить технические требования 1*,2* и выдержать размер 3* | Вертикальный двухшпиндель-ный суперфиниш на две детали | - | 0.5 | - | 0.98 | ||
| Промыть деталь в моечном растворе | Моечная машина конвеерного типа | - | - | - | 0.35 | 0.55 | |
| Обдуть сжатым воздухом | Стенд для обдувки | - | - | - | - | - |
Продолжение табл. 1.30
| Балансировать деталь статически в динамическом режиме. Допускается несбалансированность детали до 35 г/см. | Балансировоч-ный полуавтомат | - | - | - | 0.75 | 1.22 | |
| Выдержать размер 1*,3*. Сверлить отверстие 2* при балансировке, требуемое количество отверстий с шагом не менее 20 мм | |||||||
| Контроль размеров и технических требований (рис.9.7) | Средства контроля: пробки, скобы, контрольные индикаторные приспособления, шаблоны, линейки, щупы и мастерплитки |
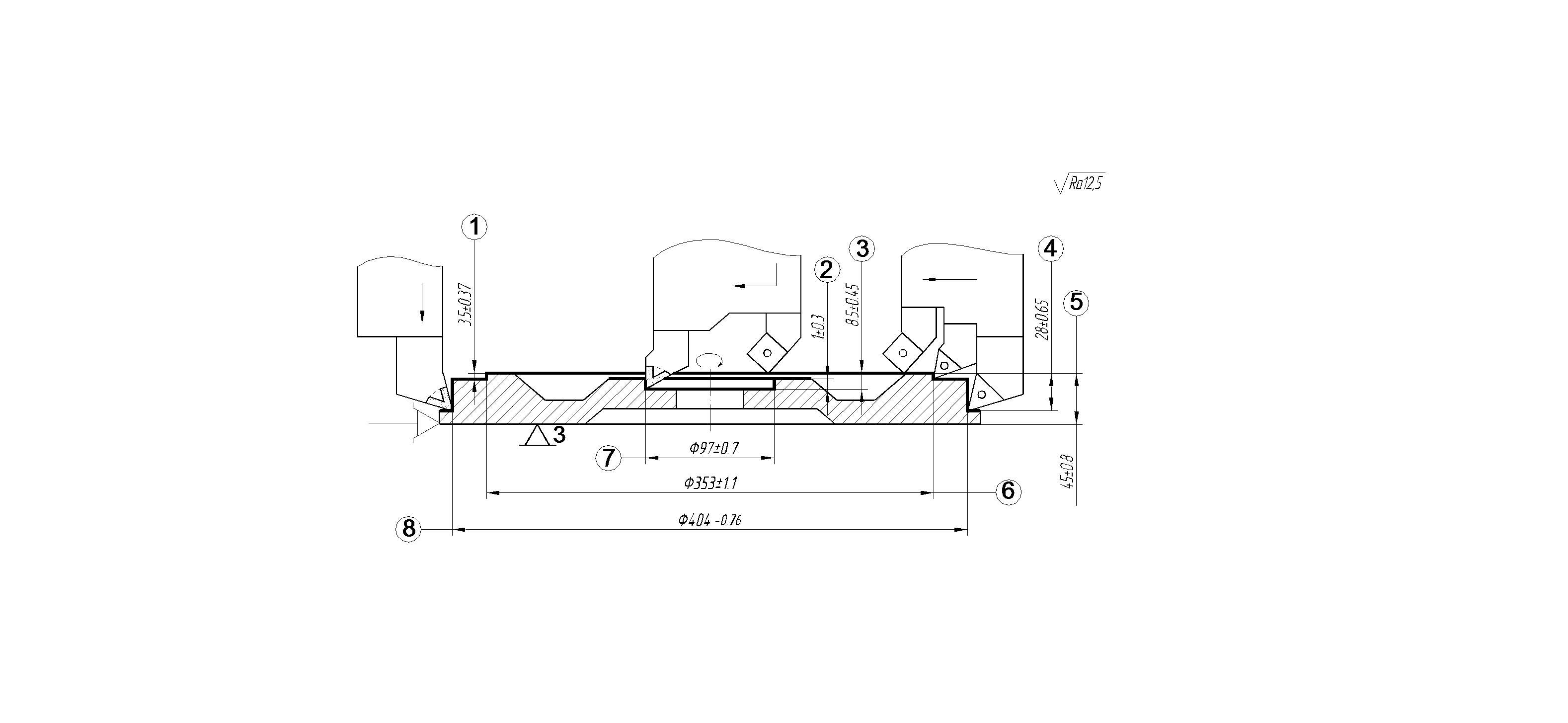
Рис. 1.70. Операция 1
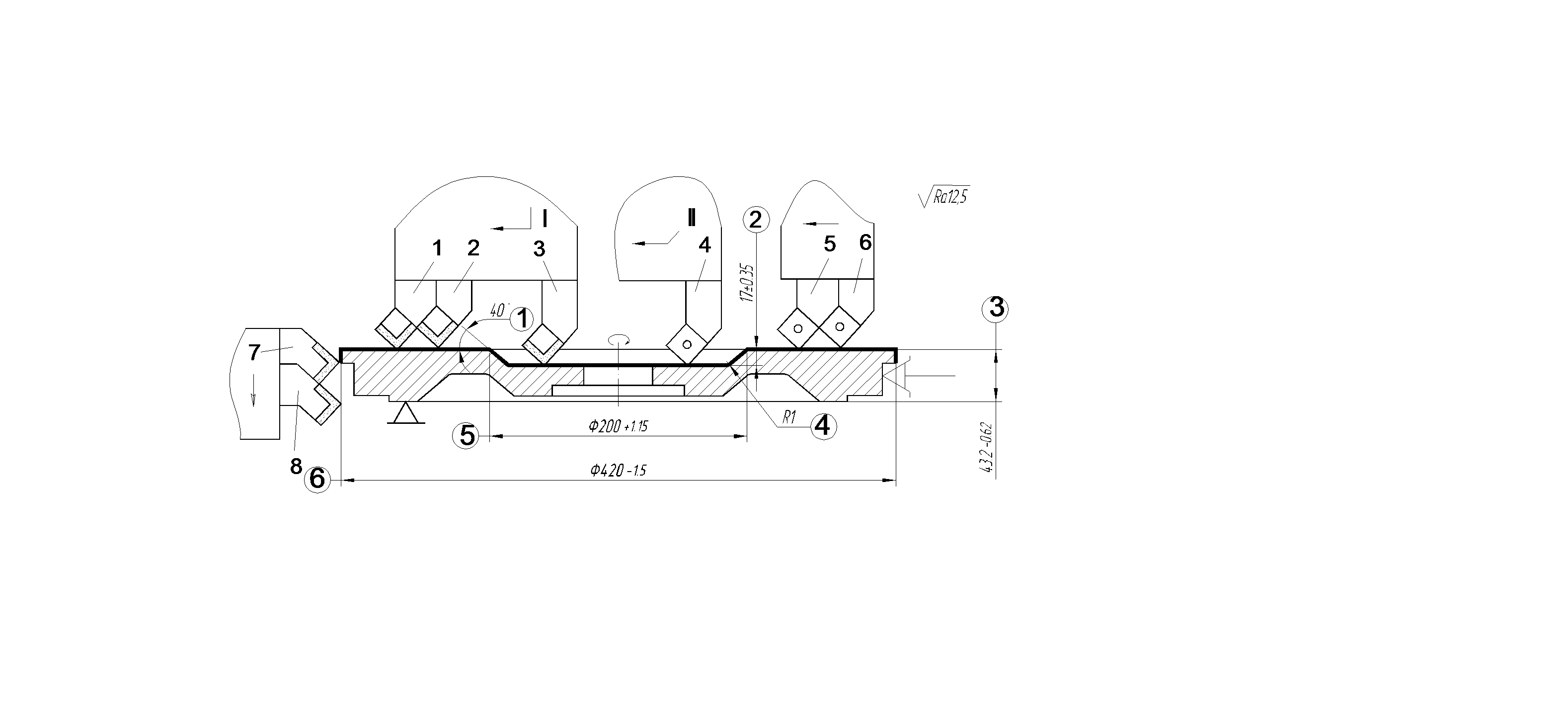
Рис. 1.71. Операция 2

Рис. 1.72. Операция 3
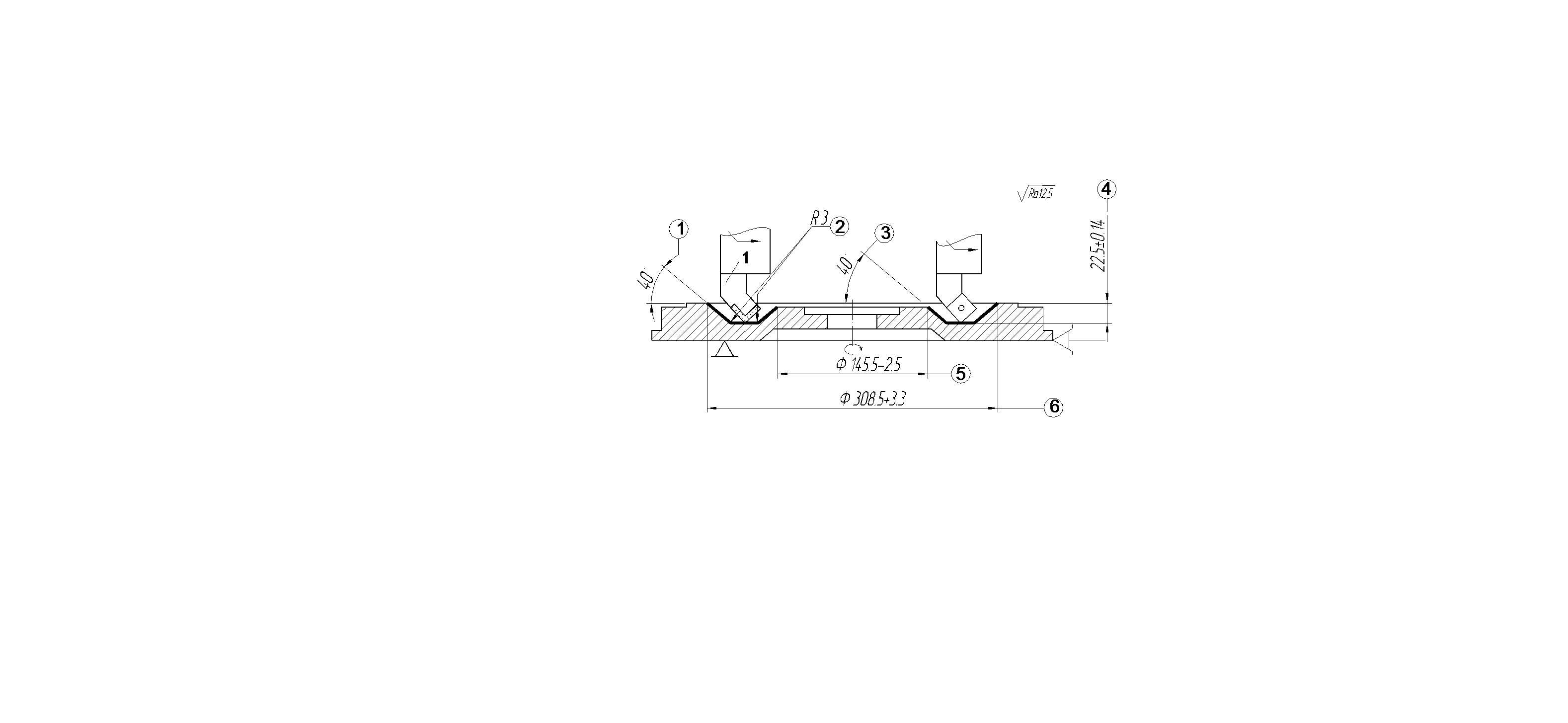
Рис. 1.73. Операция 4
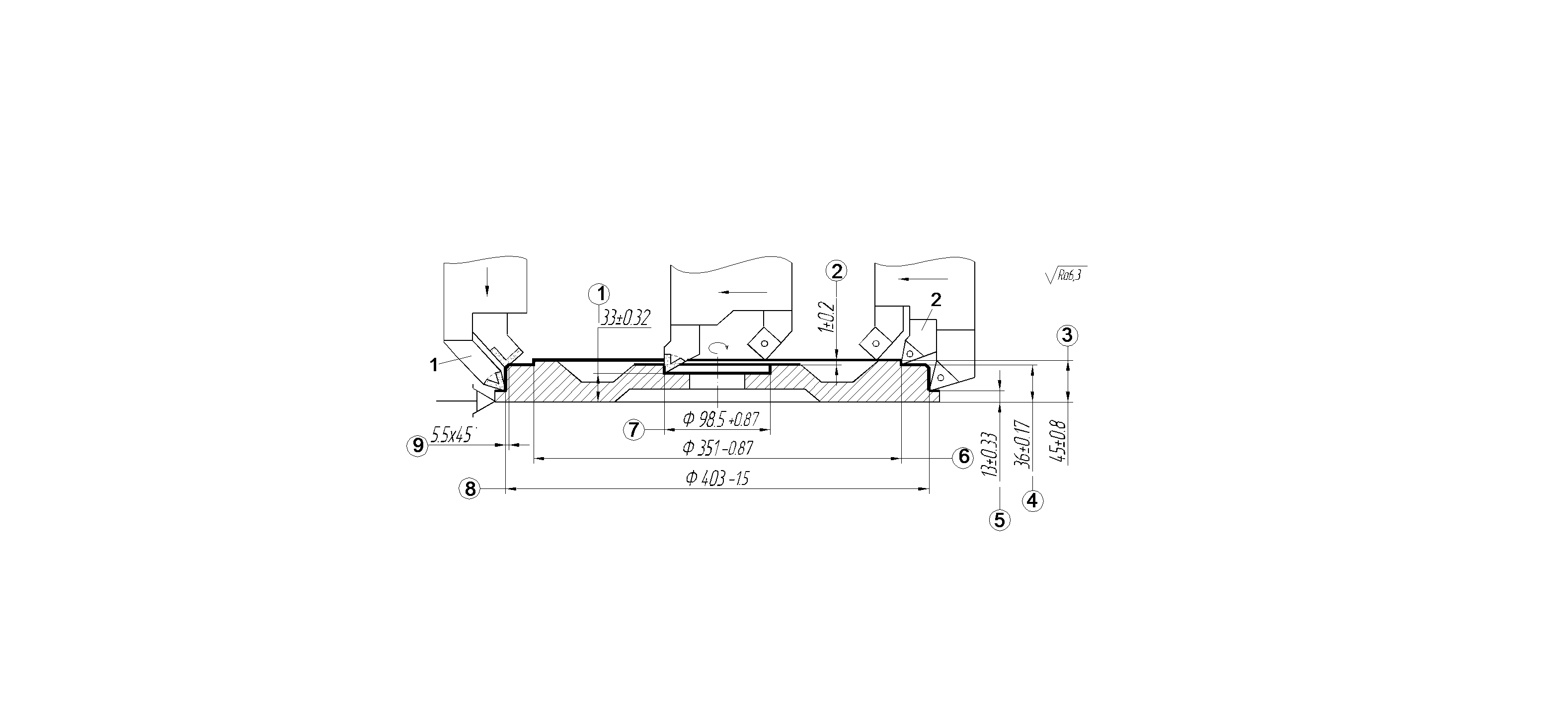
Рис. 1.74. Операция 5
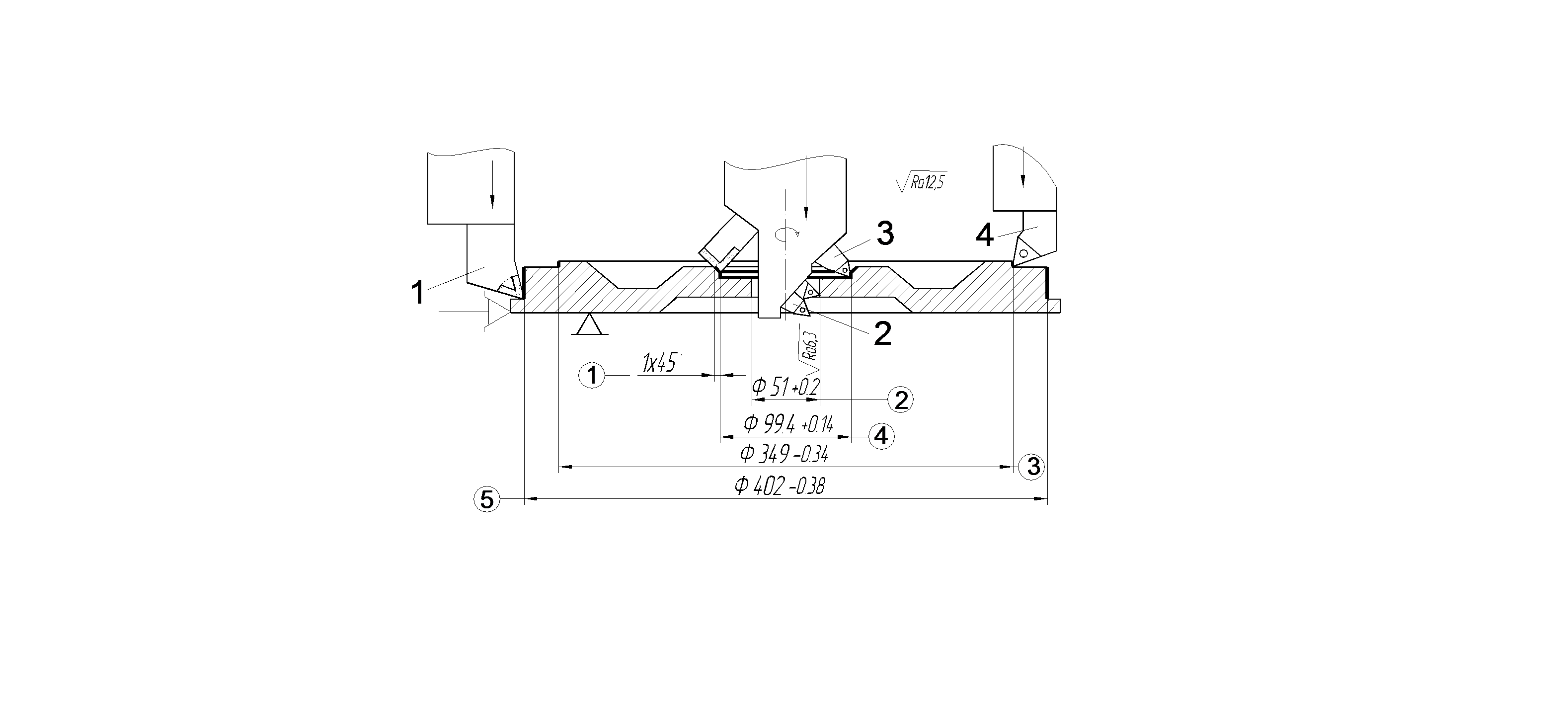
Рис. 1.75. Операция 6
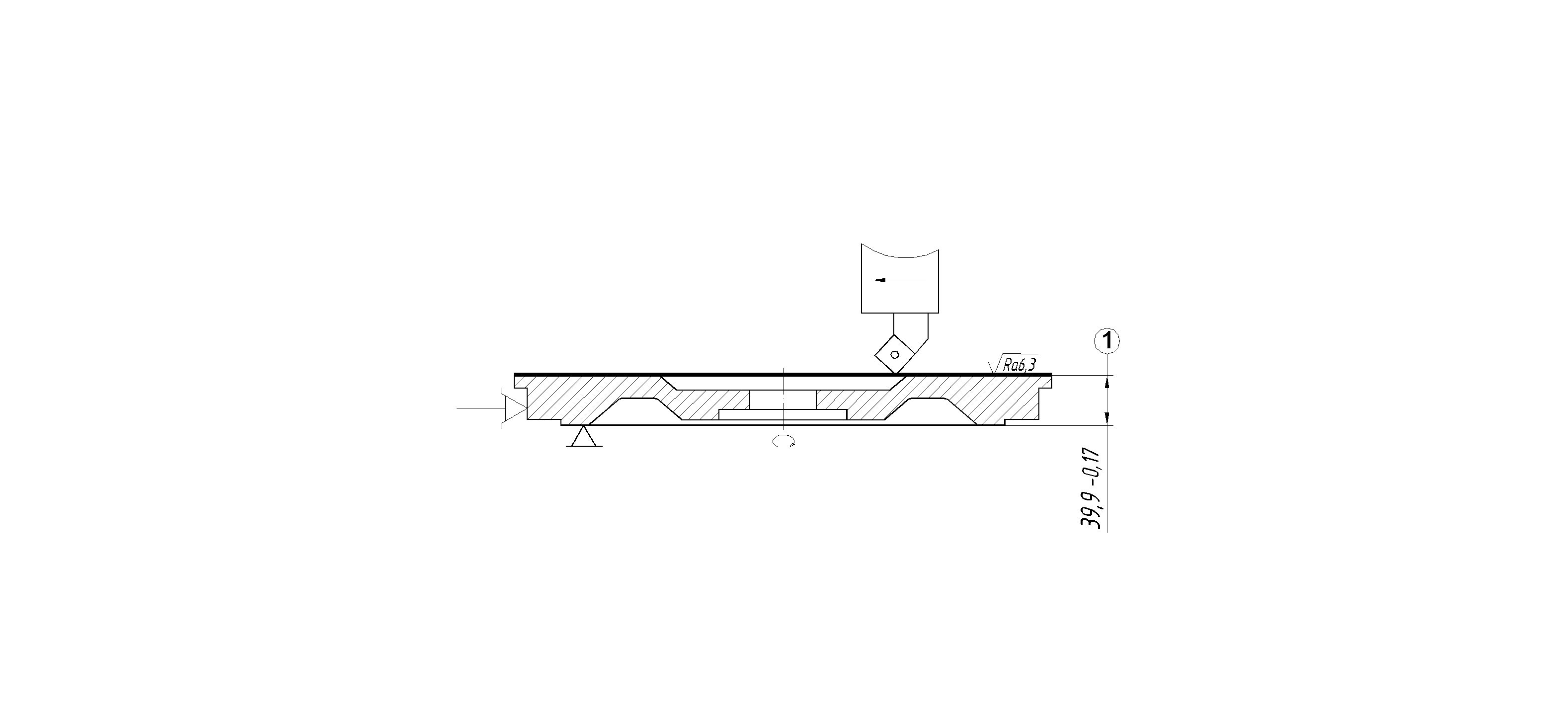
Рис. 1.76. Операция 7
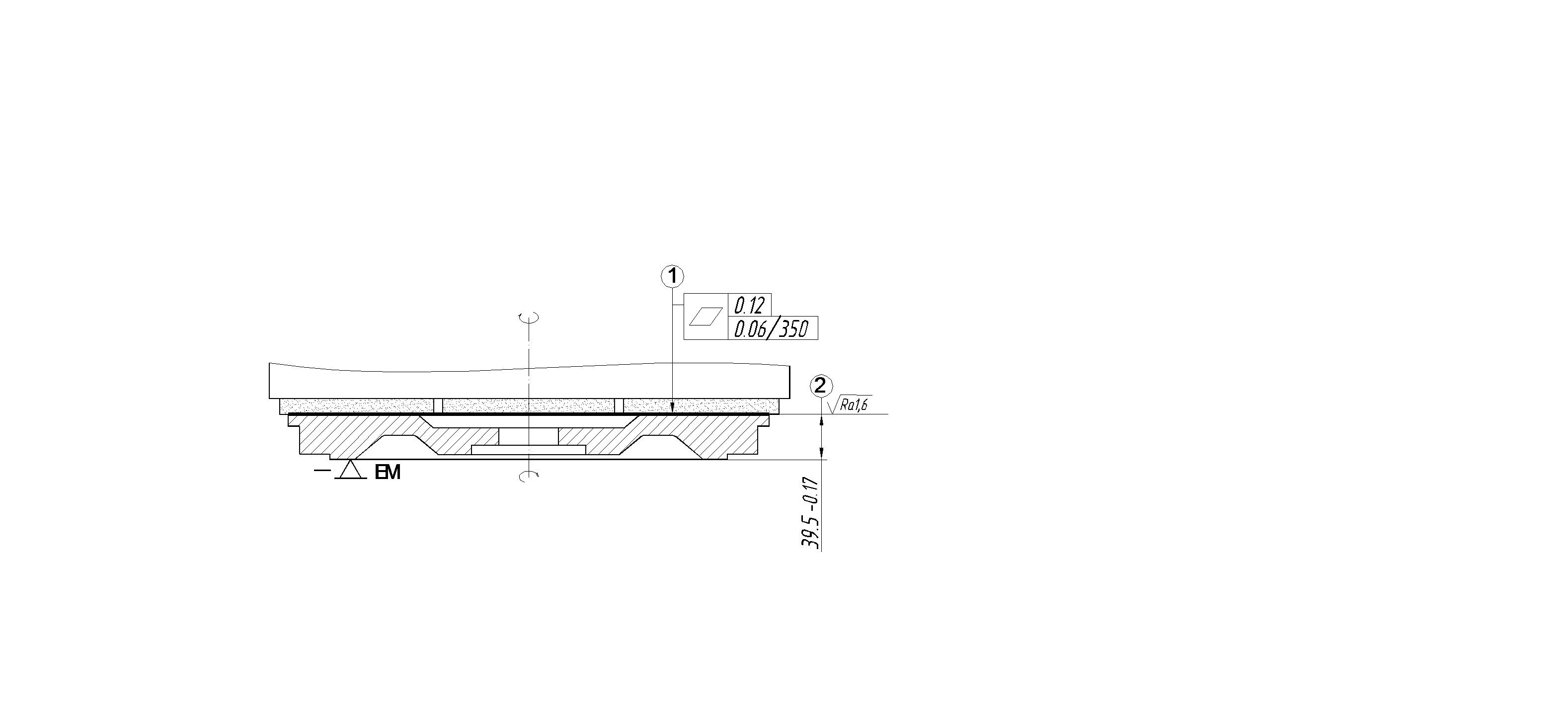
Рис. 1.77. Операция 8
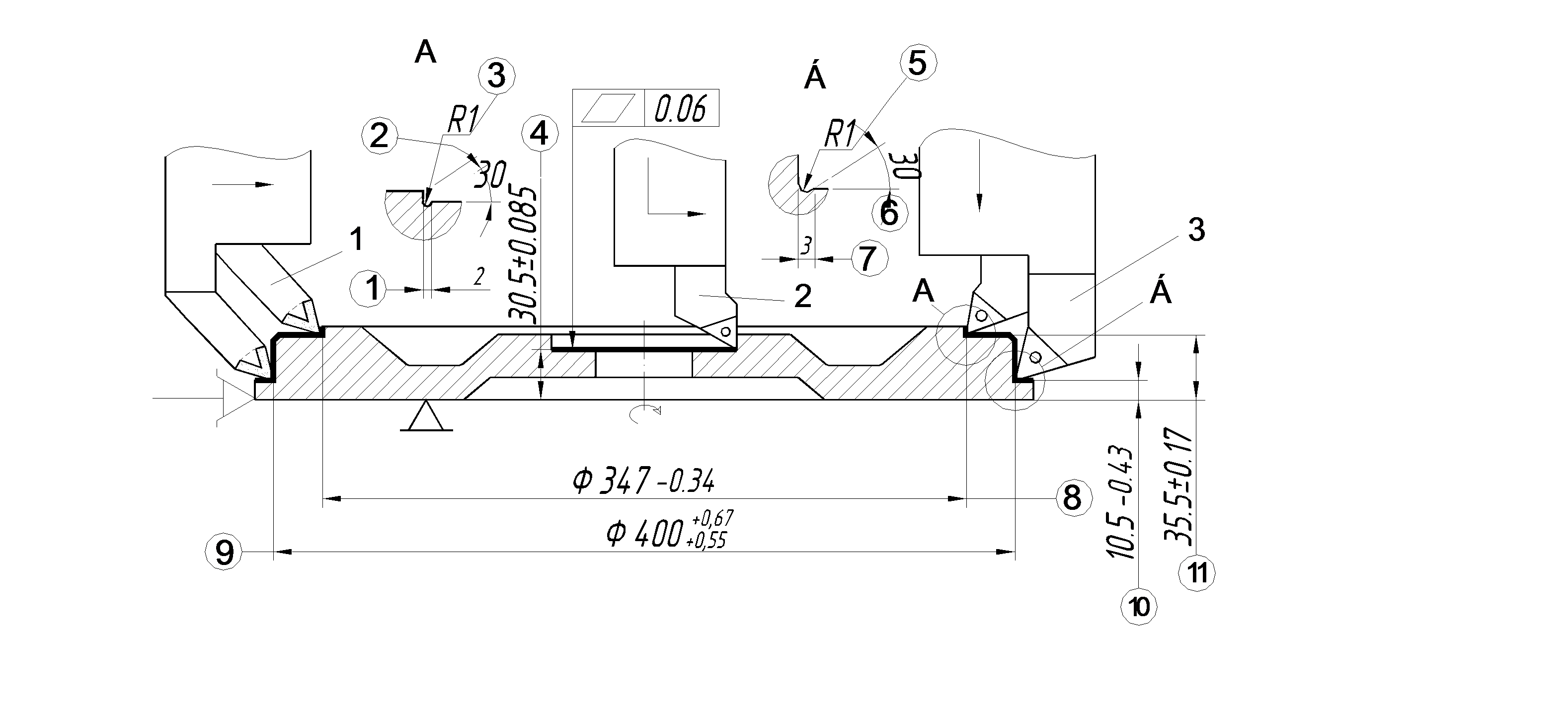
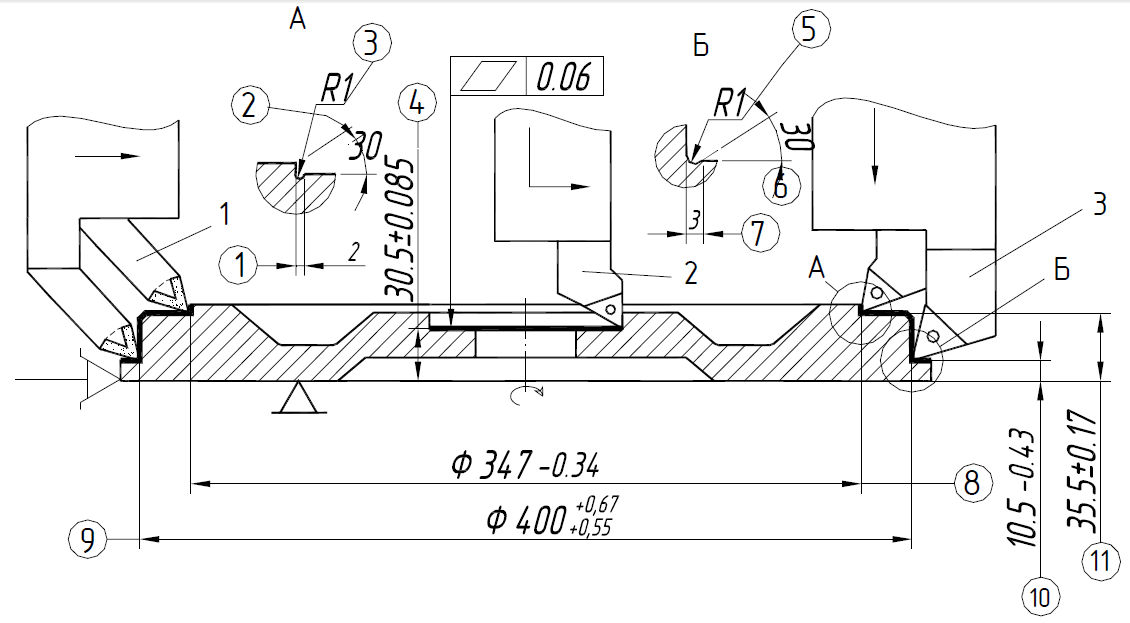
Рис. 1.78. Операция 9
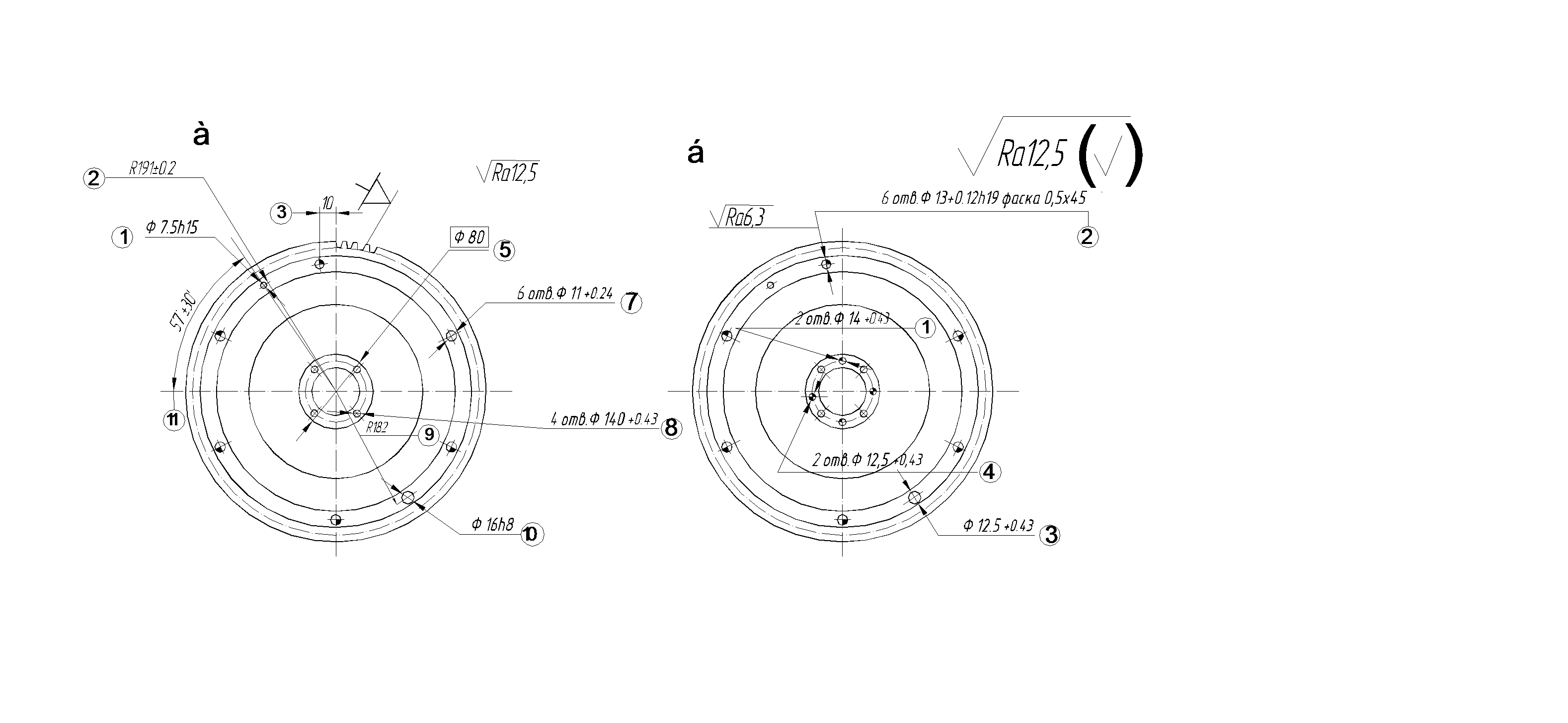
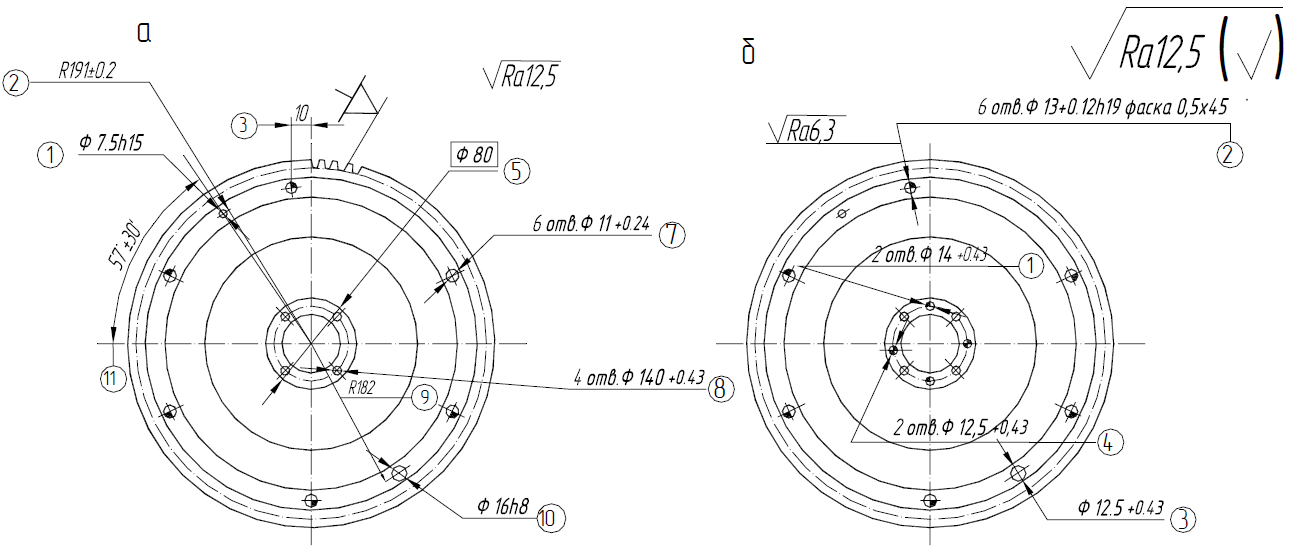
Рис. 1.79. Операция 11: а – позиция 2; б– позиция 3
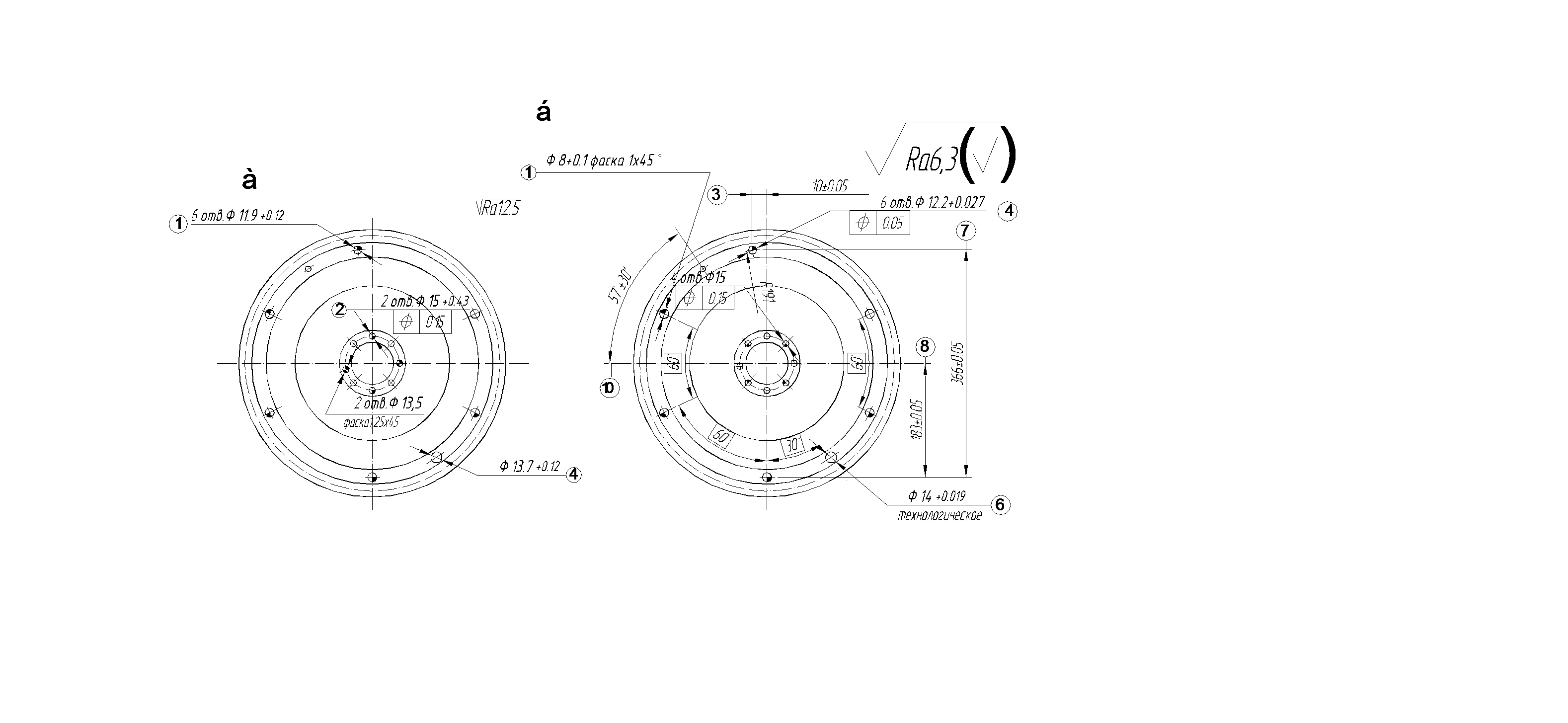
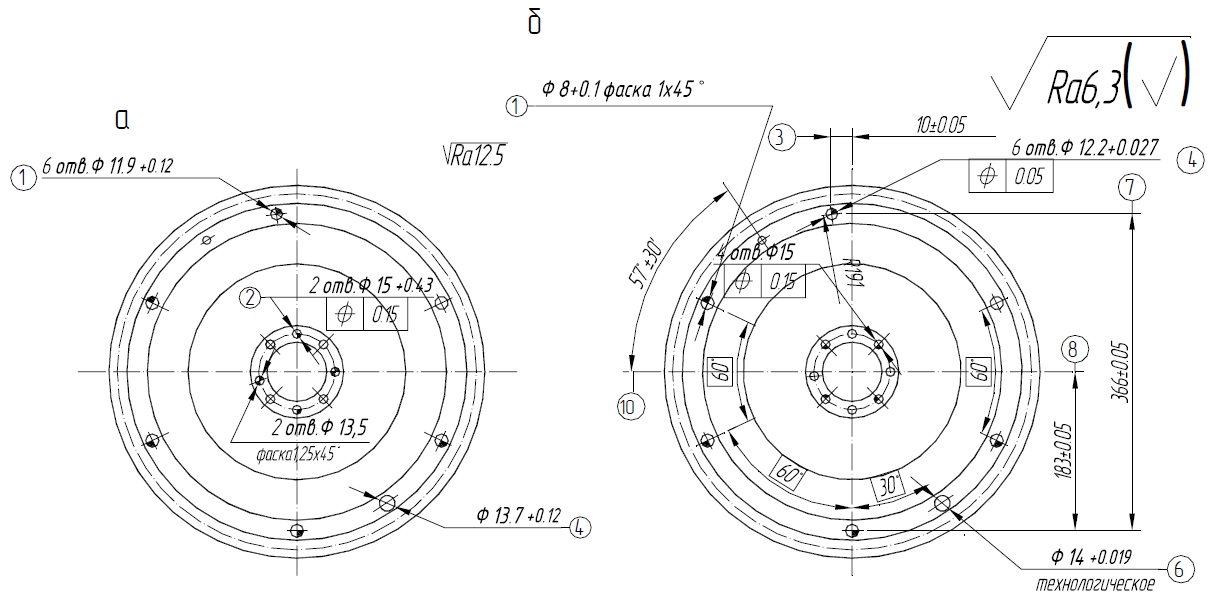
Рис. 1.80. Операция 11: а – позиция 4; б– позиция 5
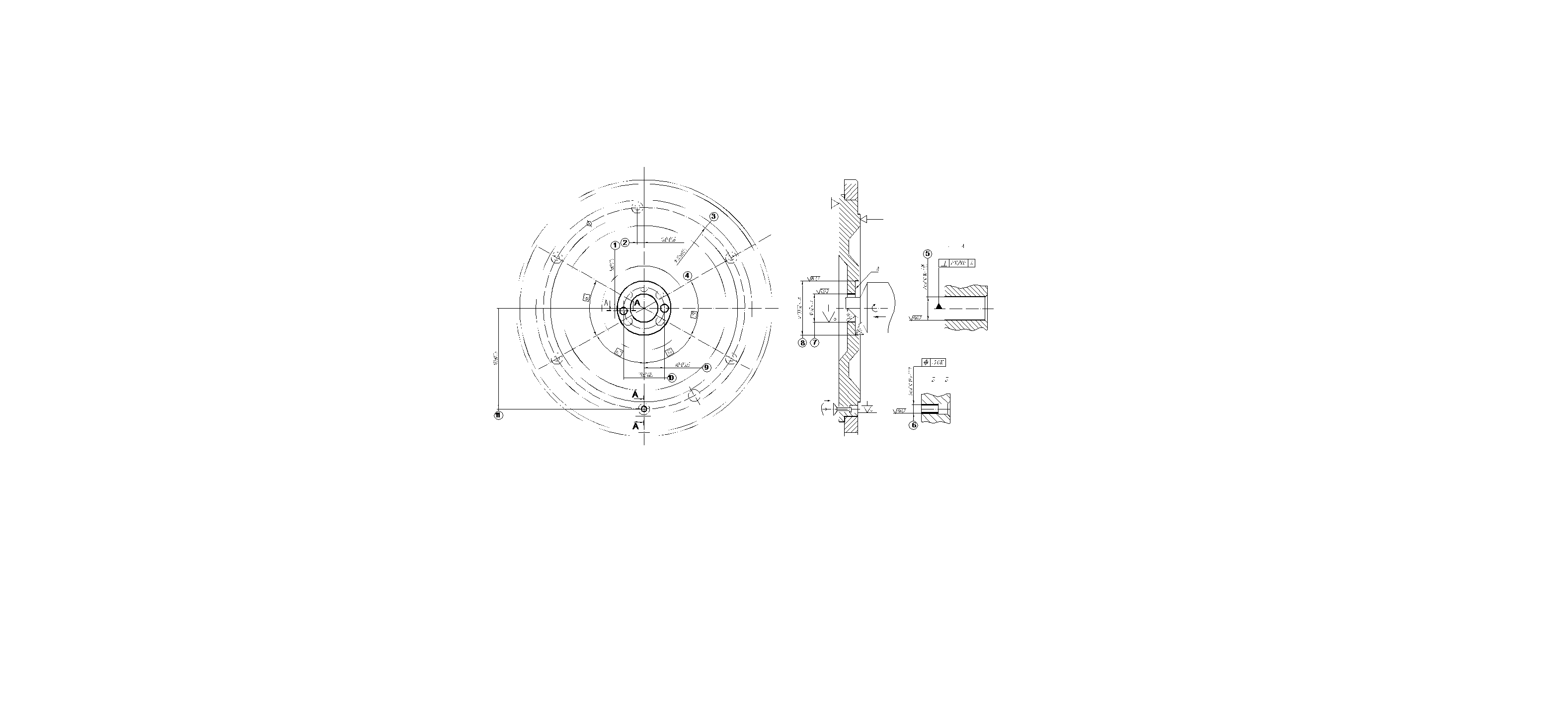
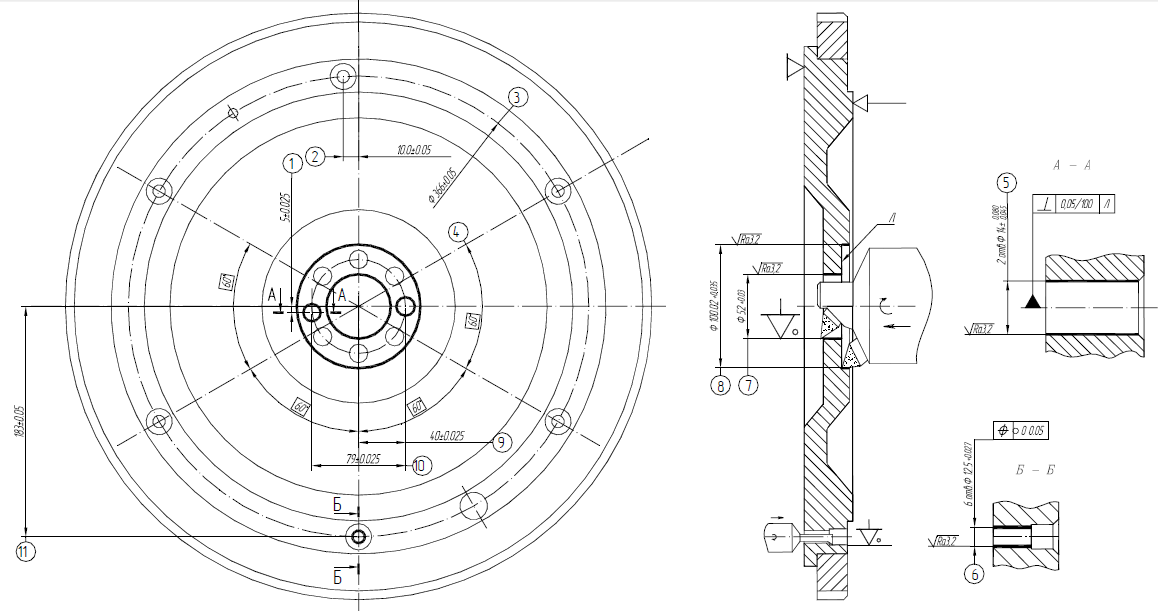
Рис. 1.81. Операция 12
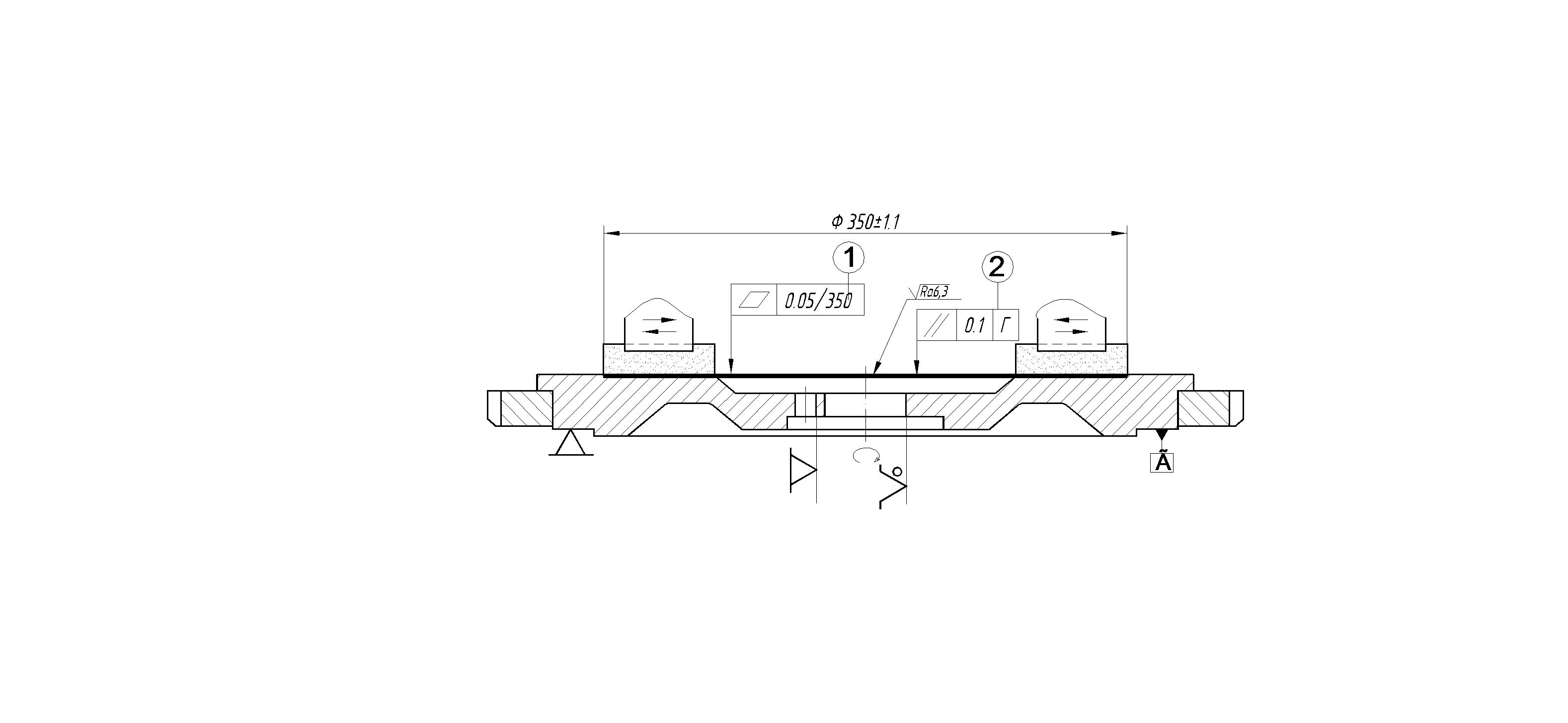
Рис. 1.82. Операция 13
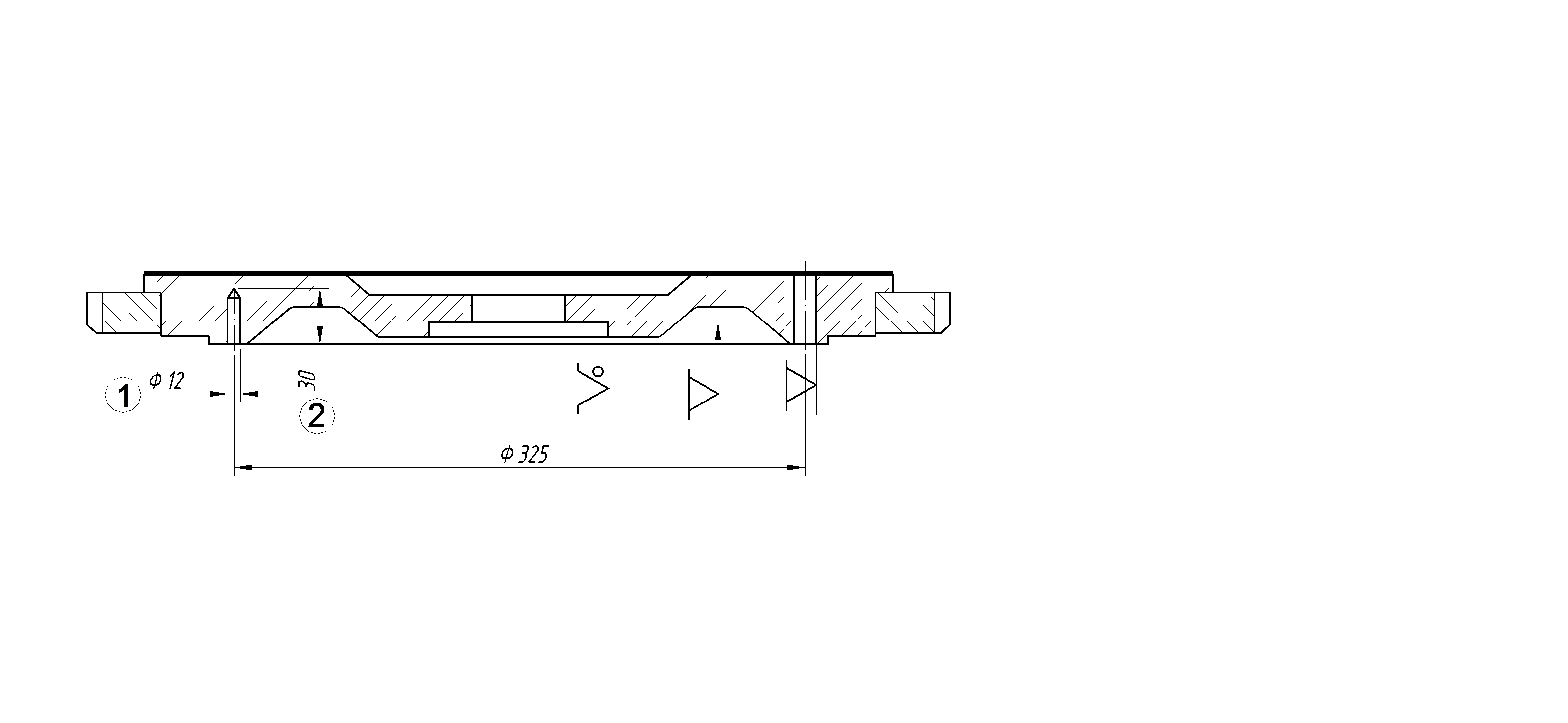
Рис. 1.83. Операция 15
ГЛАВА II
|
|
|
|
|
Дата добавления: 2015-06-04; Просмотров: 2463; Нарушение авторских прав?; Мы поможем в написании вашей работы!