КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Расчет припусков на механическую обработку
|
|
|
|
Припуск — слой материала, удаляемый с поверхности заготовки в целях достижения заданных свойств обрабатываемой поверхности детали. Припуск на обработку поверхностей детали может быть назначен по справочным таблицам или на основе расчетно-аналитического метода. Расчетной величиной припуска является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей обработки и дефектов поверхностного слоя, полученных на предшествующем переходе, и для компенсации погрешностей, возникающих на выполняемом переходе.
Минимальный припуск: приобработке поверхностей вращения в центрах

Отклонение расположения  Е необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологический переход) и после термической обработки. В связи с закономерным уменьшением величины Е при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
Е необходимо учитывать у заготовок (под первый технологический переход), после черновой и получистовой обработки лезвийным инструментом (под последующий технологический переход) и после термической обработки. В связи с закономерным уменьшением величины Е при обработке поверхности за несколько переходов на стадиях чистовой и отделочной обработки ею пренебрегают.
На основе расчета промежуточных припусков определяют предельные размеры заготовки по всем технологическим переходам. Промежуточные расчетные размеры устанавливают в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления (для наружных поверхностей) к исходному размеру готовой детали промежуточных припусков или путем последовательного вычитания (для внутренних поверхностей) от исходного размера готовой детали промежуточных припусков. Наименьшие (наибольшие) предельные размеры по всем технологическим переходам определяют, округляя их увеличением (уменьшением) расчетных размеров до того знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие (наименьшие) предельные размеры вычисляют путем прибавления (вычитания) допуска к округленному наименьшему (наибольшему) предельному размеру.
Минимальные припуски на диаметральные размеры для каждого перехода рассчитываются по уравнению.
2Zi min=2[(Rz+h)i-1+  ],
],
где Rzi-1 – высота неровностей профиля на предшествующем переходе;
hi-1 – глубина дефектного поверхностного слоя на предшествующем переходе;
ΔSi-1 – суммарные отклонения расположения поверхности (отклонения от параллельности, перпендикулярности, соосности, симметричности, пересечения осей, позиционное) и в некоторых случаях отклонение формы поверхности (отклонение от плоскостности, прямолинейности на предшествующем переходе)
εi – погрешность установки заготовки на выполняемом
Рассчитаем припуск на наиболее точную поверхность:
Поверхность Æ50k6(+0,09), Ra = 2,5 мкм.
Расчет отклонений расположения поверхностей

ρкор – коробление детали, мм. ρкор = Δк ⋅ l = 1,5 ⋅ 110 = 165 мкм = 0,165 мм, где: Δк – удельная кривизна заготовок на 1 мм длины, мкм; l – расстояние от обрабатываемого сечения до ближайшей опоры, мм.


 табл.16 ([1] стр. 186)
табл.16 ([1] стр. 186)
 ;
;
 ;
;
 табл.29 ([1] стр. 190);
табл.29 ([1] стр. 190);
 ;
;



Минимальные припуски на диаметральные размеры для каждого перехода точения рассчитываем.
1. Черновое точение:

2. Получистовое точение:

3. Чистовое точение:

4. Черновое шлифование:

Расчет наименьших размеров по технологическим переходам начинаем с наименьшего размера детали по конструкторскому чертежу
1. Для чистового точения:

2. Для получистового точения:

3. Для черногово точения:

4. Для заготовки:

Наибольшие предельные размеры определяем прибавлением допусков к округлённым наименьшим предельным размерам:
dmax4 = 50,009 + 0,017 = 50,026 мм;
dmax3 = 50,111 + 0,025 = 50,136 мм;
dmax2 = 50,400 + 0,100 = 50,500 мм;
dmax1 = 50,650 + 0,340 = 50,990 мм;
dmax заг = 53,600 + 1,800 = 55,400 мм.
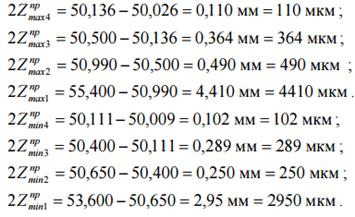
Максимальные предельные значения припусков Zmax равны разности наибольших предельных размеров, а минимальные значения Zmin – соответ- ственно разности наименьших предельных размеров предшествующего и выполняемого переходов:
Проверка

Составляем расчетную карту для данной поверхности:
| Маршрут обработки | Элементы припуска, мкм | Расчетный | Допуск на изготовление, мм | Размеры по переходам, мм | Полученные предельные припуски, мкм | ||||||
| Rz | h | Δå | εу | припуск, zi, мкм | макс. размер, мм | Наиб. | Наим. | Zmax | Zmin | ||
| IШтамповка (16 кв) | 
| 55,400 | 
| - | |||||||
| Точение черн. (13 кв.) | 
| 50,990 | 
| - | |||||||
| Точение получистовое (11 кв.) | 
| 50,500 | 
| - | |||||||
| Чистовое точение (8кв.) | 
| 50,136 | 
| - |
Аналогично выполним расчет для другой точной поверхности.
Поверхность Æ80,h8  , Ra 3,2 мкм.
, Ra 3,2 мкм.
| Маршрут обработки | Элементы припуска, мкм | Расчетный | Допуск на изготовление, мм | Размеры по переходам, мм | Полученные предельные припуски, мкм | ||||||
| Rz | h | Δå | εу | припуск, zi, мкм | макс. размер, мм | Наиб. | Наим. | Zmax | Zmin | ||
| IШтамповка (16 кв) | - | 80,61 | 84,51 | 83,61 | - | - | |||||
| Точение черн. (12 кв.) | 80,626 | 82,106 | 81,626 | 0,596 | 0,016 | ||||||
| Точение чист. (10 кв.) | 80,946 | 81,626 | 80,946 | 0,630 | 0,32 | ||||||
| Тонкое растачив-е (IT7) | 0,12 | 80,052 | 80,052 | 0,264 | 0,106 |
|
|
|
|
|
Дата добавления: 2015-06-30; Просмотров: 1327; Нарушение авторских прав?; Мы поможем в написании вашей работы!