КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формирование соединений при сварке трением. Основные параметры режима сварки
Внешне простой процесс сварки трением в действительности весьма сложен. Он представляет собой целый комплекс взаимосвязанных явлений: 1) интенсивное локализованное выделение тепла на поверхностях трения; 2) механическое внедрение частиц одной свариваемой детали в тело другой; 3) разрушение оксидных пленок и удаление их из стыка; 4) непрерывное образование металлических связей между поверхностями и немедленное разрушение этих связей; 5) быстрый нагрев и быстрое охлаждение малых объемов металла в условиях очень больших местных давлений; 6) упругопластическая деформация в микрообъемах; 7) наклеп и рекристаллизация; 8) взаимная диффузия; 9) интенсивное перемещение дислокаций и активация поверхностей контакта; 10) образование прочного соединения свариваемых заготовок тотчас же после прекращения их относительного движения.
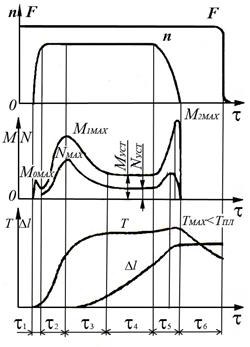
Циклограмма процесса сварки трением схватывания.
|
| Рис. 12.8. Циклограмма процесса сварки трением |
При сварке трением материалов с резко различающимися свойствами рекомендуется применять жесткие режимы нагрева. Это способствует отсутствию нежелательных структурных превращений и снижению активности диффузионных процессов.
Перед началом сварки трением необходимо произвести рациональную подготовку кромок с целью создания приемлемых условий формирования, обеспечения частичного или полного укрытия грата.
Удаление грата может производиться как на отдельном рабочем месте, так и непосредственно на сварочной машине. К свариваемым поверхностям при обычной сварке трением не предъявляются высокие требования по загрязненности и чистоте обработки. Подготовка поверхностей под сварку может быть выполнена на токарном станке, рубкой и различными способами резки. При инерционной сварке в связи с точной дозировкой вкладываемой в стык энергии подготовка свариваемых кромок должна быть более тщательной, чем при обычной сварке трением.
Основными параметрами режима сварки трением являются: 1) давление при нагреве p н; 2) давление проковки p ков; 3) время нагрева τ н; 4) время проковки τ ков; 5) частота вращения n; 6) осадка при нагреве Dн; 7) суммарная осадка Dсум.
|
|
Дата добавления: 2015-07-02; Просмотров: 437; Нарушение авторских прав?; Мы поможем в написании вашей работы!