КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разновидности процессов диффузионной сварки, их технологические особенности
|
|
|
|
Диффузионная сварка – это сварка давлением, осуществляемая за счет взаимной диффузии атомов, спекания и ползучести материалов в тонких поверхностных слоях контактируемых частей.
Соединение образуется в результате совместного действия температуры и давления. Соединяемые поверхности с помощью сжимающего усилия сближаются на расстояние действия межатомных сил. В связи с относительно большой длительностью процесса сварки и высокой температурой нагрева деталей t св = = (0,5…0,8) Т пл важное значение приобретает среда, в которой ведется процесс. Чаще всего диффузионную сварку осуществляют в вакууме. Для защиты металла возможно также использование газовых и жидких сред.
33.Особенности диффузионной сварки в вакууме. Основные параметры процесса, области применения.
|
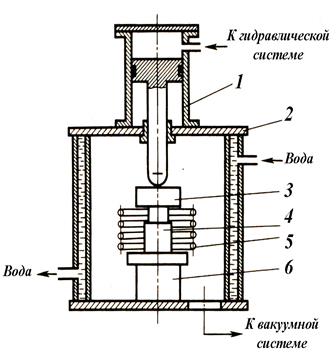
| Рис. 14.1. Установка для диффузионной сварки в вакууме: 1 – привод сжатия; 2 – вакуумная камера; 3, 6 – оправки; 4 – свариваемые детали; 5 – нагреватель (индуктор) |
Соед-я, получ-е диф-й св-й в вакууме, по проч-ти, термич-й и кор-ной стойк-ти полностью отвеч-т треб-ям, предъявляемым к любым ответственным соед-ям.
В условиях глубокого вакуума возможны четыре механизма удаления окислов:
1) Возгонка окислов – непосредственный переход в-ва при нагревании из тв-го в газообр-е сост-е, минуя жидкую фазу.
2) Удаление окисла за счет его диссоциации. При диф-й св-ке наблюдают в основном термич-ю диссоциацию.
3) Разруш-е окисла за счет диффузии кислорода в металл.
4) Разруш-е окисла эл-ми-раскислителями, нах-ся в сплаве и диффундирующими при нагреве к границе металл-окисел.
Диф-ю св-ку в вакууме вып-т по двум схемам: без промежуточных прослоек и с промежут-ми прослойками. Рассмотрим некоторые случаи применения прослоек:
1. При соед-и разнородных мат-лов с отлич-ся коэф-ми термич-го расширения в процессе остывания деталей в зоне соед-я возникают значит-е остат-е напряж-я, способные даже разрушить образов-ся соед-е.
2. При соед-и многокомпонентных взаимно нерастворимых в тв-м сос-и мат-лов вводят прослойки, облегч-е развитие проц-в диф-го объемного взаимодействия.
3. При св-ке мат-лов, склонных к образованию интерметаллидов и др-х хрупких фаз, вводят прослойки с целью огранич-я или исключ-я развития объемного взаим-я.
4. Прослойки могут прим-ся для ускорения развития физ-го контакта между св-ми мат-лами и интенсификации диф-х проц-в.
Основными парам-ми режима диф-й св-ки в вакууме явл-ся: 1) сост-е пов-й св-х деталей перед св-й; 2) величина разрежения; 3) т-ра нагрева t св; 4) усилие сжатия при нагреве F н; 5) усилие сжатия F св при т-ре сварки; 6) время выдержки при т-ре сварки; 7) время охлаждения.
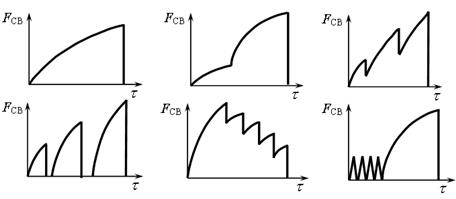
При диф-й св-ке чаще всего усилие сжатия F св приклад-т пост-м по величине на протяжении всего процесса. Прим-ся также диф-я св-ка с принудит-м деформир-ем.
|
Как и при других способах св-ки давлением с нагревом до т-ры t св < Т пл, процесс взаим-я метал-х и неметалл-х мат-лов при диф-ой св-ке можно условно подразделить на три послед-е стадии: 1) активация контактных пов-тей; 2) образ-е физ-го контакта; 3) объемное взаим-е соед-х мат-лов.
34.Физика процессов сварки с импульсным деформированием. Схемы процессов сварки взрывом. Основные параметры режимов сварки.
Для импульсного соединения можно использовать взрывчатые вещества, импульсные магнитные поля, взрыв электрического проводника, электрогидравлический эффект. Однако все перечисленные методы разгона металлических тел, кроме получения соединений с использованием взрывчатых веществ, ограничены энергетически и поэтому могут применяться только для сварки деталей малых размеров. Разгон метаемой детали с помощью взрывчатых веществ практически не имеет энергетических ограничений и достаточно прост технологически, поэтому применение его для сварки металлов получило наибольшее распространение.
Несмотря на различие методов разгона метаемой детали в разных видах сварки с импульсным деформированием, общим для них является то, что для образования прочного соединения между свариваемыми заготовками им необходимо сообщить высокую скорость соударения (0,1…1,0 км/с). При этом сварка возможна только в определенном диапазоне режимов соударения.
При всех способах сварки с импульсным деформированием величина усилия сжатия и степень пластической деформации определяются не только необходимостью обеспечения физического контакта поверхностей, но и их активации.
Для получения качественного соединения атомы металлов надо сблизить на расстояние, на котором начинается их взаимодействие. Это положение оправдано с термодинамической позиции, т.к. при сварке заготовок их общая поверхность уменьшается, а, значит, уменьшается и их энергия. Сварное соединение образуется при условии отсутствия препятствий для его образования. Препятствуют образованию соединения оксидные пленки, адсорбированные газы, влага, органические соединения, а также микронеровности свариваемых поверхностей.
В процессе соударения свариваемых заготовок происходят следующие явления:
- воздух, находящийся в зазоре между заготовками, в момент их сближения превращается в раскаленную плазму;
- разбрызгивание поверхностных слоев металла в зоне контактирования;
- частичная очистка контактных поверхностей;
- кинетическая энергия при соударении превращается в тепловую;
- в поверхностных слоях при определенных условиях образуются завихрения и расплавленные зоны;
- образуется физический контакт;
- в зоне соединения протекает объемное взаимодействие.
При всех способах сварки с импульсным деформированием важным является не только величина давления в зоне контактирования, но и длительность его воздействия. Это уменьшает опасность разрушения образовавшегося сварного соединения под действием отраженных волн растяжения.
Считают, что наличие микронеровностей порождает колебания обратной струи, которая, в свою очередь, инициирует колебательный прочес в основных потоках в зоне точки контакта, что приводит к образованию волн в соединении. Наличие волн не является обязательным. Часто граница раздела двух свариваемых металлов является прямолинейной/
`В зоне соединения наблюдаются включения литого металла, количество и размеры которых определяются параметрами режима сварки. Наличие таких включений говорит о том, что в процессе сварки металл в зоне соединения нагревается до температур, превышающих температуру плавления соединяемых металлов.
35.Область применения сварки взрывом. Схемы процессов, основные параметры режимов сварки.
Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей.
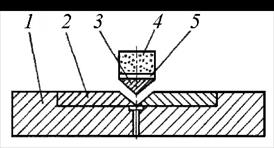
Процесс сварки основан на использовании энергии взрыва для придания скорости метаемой пластине и ее приваривания к неподвижной пластине путем высокоскоростного косого соударения. Неподвижную основную пластину и метаемую пластину располагают параллельно или под углом α на заданном расстоянии h. На метаемую пластину укладывают заряд ВВ. На метаемой пластине 3 устанавливают детонатор. Сварка производится на опоре. Детонация протекает с постоянной скоростью.
параметры зависят от начальных параметров процесса.
К начальным относятся параметры:
1) скор-ть детонации V д, завис-я от природы ВВ; V д = А γ вв, где А – коэф-т пропорц-ти; γ вв – плотность ВВ.
Завис-ть давления газов р г от V д, γ вв, γг след-я:  2) безразмерный параметр r – отнош-е массы заряда ВВ к массе метаемой пластины:
2) безразмерный параметр r – отнош-е массы заряда ВВ к массе метаемой пластины:  где S вв, γ вв – толщина слоя и плотность ВВ; S пл, Т пл – толщина и плотность мат-ла метаемой пластины; 3) расстояние h и угол α; 4) микрорельеф свариваемых поверхностей; 5) т-ра пов-ей деталей, подлежащих сварке; 6) физико-механические характеристики свариваемых металлов.
где S вв, γ вв – толщина слоя и плотность ВВ; S пл, Т пл – толщина и плотность мат-ла метаемой пластины; 3) расстояние h и угол α; 4) микрорельеф свариваемых поверхностей; 5) т-ра пов-ей деталей, подлежащих сварке; 6) физико-механические характеристики свариваемых металлов.
Перед св-й взрывом пов-ти зачищают и обезжир-т. На св-х пов-х могут остав-ся следы масла, лака, ржавчины, влаги кот-е затрудняют получение кач-х соед-й.
 Сварка взрывом использ-ся в разл-х обл-х техники. Плакир-е металлов с целью получ-я биметалл-х заготовок и деталей, раб-х в условиях агрессивных сред и повышенного износа. Св-ка взрывом использ-ся для получ-я многослойных композиций. Сварку взрывом прим-т для плакирования стержней и труб под послед-е волочение и прокатку, а также для плакир-я внутр-х пов-тей цилиндрич-х изделий. Св-ка взрывом нашла широкое применение при закреплении труб в трубных решетках. Сварку взрывом прим-т также при ремонте трубной решетки, когда необх-мо в ее отверстие установить заглушку. Перспективным явл-ся применение св-ки взрывом для соед-я труб из мат-ов, образующих интерметаллиды. Схемы сварки переходных трубных эл-тов.
Сварка взрывом использ-ся в разл-х обл-х техники. Плакир-е металлов с целью получ-я биметалл-х заготовок и деталей, раб-х в условиях агрессивных сред и повышенного износа. Св-ка взрывом использ-ся для получ-я многослойных композиций. Сварку взрывом прим-т для плакирования стержней и труб под послед-е волочение и прокатку, а также для плакир-я внутр-х пов-тей цилиндрич-х изделий. Св-ка взрывом нашла широкое применение при закреплении труб в трубных решетках. Сварку взрывом прим-т также при ремонте трубной решетки, когда необх-мо в ее отверстие установить заглушку. Перспективным явл-ся применение св-ки взрывом для соед-я труб из мат-ов, образующих интерметаллиды. Схемы сварки переходных трубных эл-тов.
свариваемыми заготовками 2.
Стыковая св-ка мет-ла большой толщины.
|
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 748; Нарушение авторских прав?; Мы поможем в написании вашей работы!