КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенности технологии магнитно-импульсной сварки. Области ее применения
|
|
|
|
Магнитно-импульсная сварка (МИС) – это сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля.
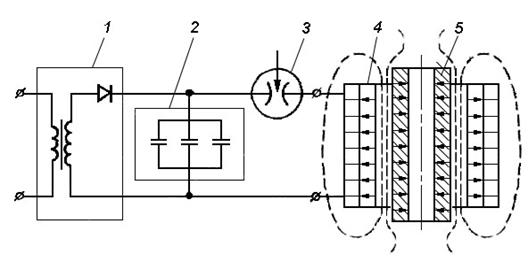
Импульсное магнитное поле создается разрядом батареи конденсаторов на индуктор, в котором помещают свариваемые заготовки. Схема магнитно-импульсной сварки показана на рис. 11.12.
|
| Рис. 11.12. Принципиальная схема процесса магнитно-импульсной сварки металлов |
Установка для сварки состоит из зарядного устройства 1, в которое входят высоковольтный трансформатор и выпрямитель, батареи конденсаторов 2, коммутирующего устройства 3 и индуктора 4. При включении коммутирующего устройства 3 происходит разряд батареи высоковольтных конденсаторов на индуктор 4. Индуктор создает сильное импульсное магнитное поле, индуктирующее вихревые токи в заготовке 5. В результате взаимодействия импульсного магнитного поля с магнитным полем, вызванным вихревыми токами, возникают пондеромоторные силы, которые сжимают трубную заготовку. Пондеромоторные силы возникают в результате взаимодействия направленных навстречу друг другу магнитных полей. Заготовки на участке под индуктором сближаются с большой скоростью. Если внутри заготовки 5 установить неподвижную заготовку (стержень, трубу), то в результате соударения поверхностей появляются значительные пластические деформации, приводящие к образованию сварного соединения. Скорость соударения достигает 10 2 …10 3 м/с, а давление в зоне контакта – 10 3 …10 4 МПа.
Электрическая схема установки образует колебательный контур, в котором почти вся емкость С сосредоточена в конденсаторах, а индуктивность L – в сварочном индукторе. Конденсаторы С заряжаются до рабочего напряжения U с при разомкнутой цепи. При замыкании цепи в контуре возникают свободные затухающие колебания тока
 , (11.4)
, (11.4)
где I о – начальная амплитуда тока; k = R /2 L – декремент затухания колебаний; R – активное сопротивление контура; ω = 2π f – частота колебаний.
В первом полупериоде колебаний сила тока и мощность достигают максимальных значений, а энергия, накопленная в конденсаторах, переходит главным образом в индуктор в виде магнитной энергии
 (11.5)
(11.5)
где L – общая индуктивность установки; I – действующее значение силы тока; m – масса метаемой детали; V – скорость движения детали; U с – напряжение зарядки батареи конденсаторов, выбираемое в пределах 10…20 кВ; С – емкость батареи конденсаторов.
Максимальный амплитудный ток установки
 (11.6)
(11.6)
Процесс магнитно-импульсной сварки осуществляется по двум основным схемам:
1) когда индуктор охватывается свариваемой деталью 1 (рис. 11.13, I, III, V) и она раздается на неподвижную деталь 2 под действием импульсного магнитного поля;
1) когда индуктор охватывает свариваемую деталь (рис. 11.13, II, IV, VI) и она обжимается на неподвижную деталь под действием давления, вызванного импульсным магнитным полем.
Начальными параметрами режима магнитно-импульсной сварки являются:
1) длина и число витков индуктора;
2) напряжение U с:
3) емкость С;
4) индуктивность L;
5) начальный зазор между индуктором и заготовкой;
6) начальный угол между соударяемыми поверхностями.
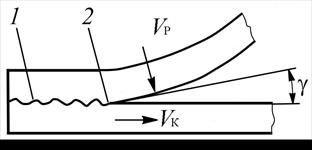
К основным параметрам режима магнитно-импульсной сварки относятся (рис. 11.14):
1) скорость соударения V р;
2) угол соударения γ;
3) скорость движения точки контакта V к.
Для каждого сочетания материалов существует определенные значения параметров V р, V к и γ, соответствующие началу образования соединения.
|
| Рис. 11.14. Схема соударения деталей: 1 – сваренный участок; 2 – точка контакта |
Скорость V к в процессе соударения не остается постоянной, а меняется с изменением угла γ. Скорость соударения V р определяется давлением магнитного поля на метаемый элемент, характером его распределения и частотой изменения. Кроме того, V р зависит от геометрических размеров метаемого элемента, физико-механических характеристик его материала, а также от начального зазора между индуктором и заготовкой и начального угла между свариваемыми поверхностями.
Перед сваркой соединяемые поверхности деталей зачищают и обезжиривают. Необходимо стремиться к тому, чтобы материал метаемой заготовки имел высокую электропроводность, малую плотность и низкий предел текучести. Сварное соединение образуется на участках, где скорость соударения достигает минимально необходимой величины и имеются условия для интенсивной пластической деформации металла.
Зона соединения, как и при сварке взрывом, может быть без волн или иметь волнообразную форму. Длина волн в соединениях составляет 0,1…0,2 мм. В зависимости от условий сварки и свойств свариваемых материалов волны в зоне сварки могут иметь различные конфигурации: синусоидальную и вихреобразную.
МИС можно выполнять на воздухе, в защитной среде или в вакууме. Этим способом сварки можно соединять металлы за малый промежуток времени, исчисляемый микросекундами, в течение которого происходят только процессы схватывания, а диффузионные процессы не успевают развиться.
Процессом МИС можно плавно управлять, обеспечивая высокую стабильность свойств сварного соединения за счет точного дозирования энергии разряда и постоянства заданного распределения давления. Процесс сварки легко контролируется.
МИС соединяются внахлестку трубы круглого, эллиптического и прямоугольного сечения с изделиями аналогичного профиля (полыми или сплошными).
МИС соединяются однородные и разнородные материалы в различных комбинациях (
МИС является экологически чистым процессом, имеющим следующие достоинства:
- высокая прочность соединений;
- высокая производительность (время сварки составляет менее 100 мкс);
- возможность соединения разнородных металлов;
- отсутствие зоны термического влияния;
- отсутствие потребности в присадочных материалах.
К недостаткам магнитно-импульсной сварки необходимо отнести ограничения по типу и площади соединения, ограничения величины давления на метаемую заготовку, обусловленной прочностью и долговечностью индуктора.
|
|
|
|
|
Дата добавления: 2015-07-02; Просмотров: 1251; Нарушение авторских прав?; Мы поможем в написании вашей работы!