КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные операции процесса изготовления труб и компенсаторов
|
|
|
|
Для изготовления судовых систем и трубопроводов применяют различные трубы, материалами для которых служат углеродистая сталь, медь, латунь, алюминиево-магниевые и титановые сплавы и пластмассы.
Трубы для судовых систем и трубопроводов изготовляются на металлургических заводах в соответствии с требованиями определенных ГОСТов (Государственных стандартов).
Для сокращения числа применяемых типоразмеров труб (на трубы винтовые, бесшовные, водогазопроводные и медные) введены ограничения — нормали, предусматривающие использование при изготовлении трубопроводов только ограниченного количества размеров, труб и марок материалов.
Наружный диаметр трубы обозначается латинской буквой Dн, внутренний диаметр Dв.
ГОСТом предусматривается несколько толщин стенок для каждого диаметра трубы и введено также обозначение условного диаметра Dу (условного прохода) и условного давления Ру.
Условный диаметр труб — это средний внутренний диаметр. Он может быть общим с одним или несколькими наружными диаметрами.
Для судовой арматуры условный и фактический внутренний диаметры совпадают.
Условное давление — это наибольшее допустимое рабочее давление в трубопроводе, зависящее от материала труб и температуры рабочей среды.
Условное давление для труб, арматуры и соединительных деталей из углеродистой стали соответствует, допускаемому рабочему, давлению при температуре до 200°C, а изготовленных из меди, бронзы или латуни — при температуре до 120°C.
Пробным давлением называется предельное давление, которое должны выдерживать трубы, арматура и соединительные детали при испытании их водой, имеющей температуру не более 100°С.
|
|
|
Трубы стальные бесшовные в зависимости от способа изготовления бывают горячекатаными (ГОСТ 8731—58 и ГОСТ 8732—58), холоднотянутыми и холоднокатанными (ГОСТ 8733—58 и ГОСТ 8734—58).
Горячекатаные трубы поставляются промышленностью длиной 4-9 м при наружном диаметре до 114 мм и длиной 4—12,5 м при наружном диаметре 6олее 114 мм.
Стальные трубы изготовляются тонкостенные, нормальной толщины и толстостенные.
Трубы стальные электросварные (ГОСТ 10704—63) изготовляются с наружным диаметром от 5 до 152 мм, с толщиной стенки 0,5—5,5 мм и длиной 2—8 м. Электросварные трубы бывают обычной, повышенной и высокой точности. По состоянию материала трубы бывают мягкими (М), полутвёрдыми (П) и твердыми (Т).
Трубы водогазопроводные (ГОСТ 3262—62) изготовляются способом сварки встык или внахлестку поставляются оцинкованными (горячего цинкования) черными. При желании потребителя трубы могут быть поставлены с резьбой на концах.
Диаметр водогазопроводных труб обозначается по нарезаемой на них резьбе, в дюймах.
Трубы бесшовные из нержавеющей стали 1Х18Н9Т (ГОСТ 9940—62) поставляются промышлённостью холоднотянутыми (холоднокатаными) и горячекатаными. Изготовляются эти трубы с обычной, повышенной и высокой точностью.
Медные трубы (ГОСТ 617—64) в зависимости от способа изготовления поставляются тянутыми и прессованными.
Для судовых трубопроводов применяются трубы тянутые (холоднокатаные) из меди марки МЗС.
Медные трубы применяются для. трубопроводов, работающих при температуре рабочей среды 230° С, со скоростью до 1,2 м/сек.
Тянутые трубы изготовляются мягкими (отожженными) и твердыми.
Медноникелевые трубы изготовляются, по техническим условиям из сплава МНЖ-5-1 тянутыми или холоднокатаными, длиной 1—6 м, с наружным диаметром от 6 до 258 мм, с толщиной стенки 1—4 мм (в зависимости от наружного диаметра).
Медноникелевые трубы применяются для трубопроводов работающих при температуре рабочей среды 230°С.
|
|
|
Латунные трубы (ГОСТ 494—52) изготавливаются тянутым или холоднокатаными.
Биметаллические трубы — трубы, состоящей из двух слоев металла: внутреннего слоя меди толщиной 0,6—0,8 мм и наружного стального. Изготовляются биметаллические трубы из стали 10 или стали 20 и меди МЗС. Внутренний медный слой является защитным слоем стальной оболочки от коррозии.
Биметаллические трубы применяются для трубопроводов, передающих рабочую среду с температурой до 250° С.
Трубы из алюминиевого сплава (ГОСТ 1947—56) АДУ, АД1 и АМГ-5-6 изготовляются тянутым и прессованными, применяются для трубопроводов пресной воды, масляных и топливных.
Пластмассовые трубы (полиэтиленовые, винилпластовые, стеклопластиковые и др.). Применяются для изготовления судовых трубопроводов, перекачивающих забортную, мытьевую и питьевую воду, а также для трубопроводов систем вентиляции и кондиционирования воздуха.
По сравнению со стальными полиэтиленовые трубы обладают меньшим гидравлическим сопротивлением, хорошей пропускной способностью, не отпотевают, не нуждаются в покрытии защитными красками и изоляции.
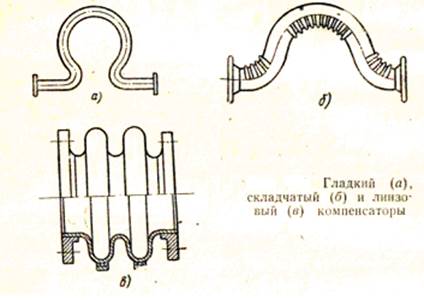
Компенсаторы (см. рис.) бывают гладкими, складчатыми и линзовыми. Гладкие компенсаторы в свою очередь делятся на кольцевые и лирообразные. Изготовление этих компенсаторов ничем не отличается от обычной гибки труб с последующим обязательным отжигом.
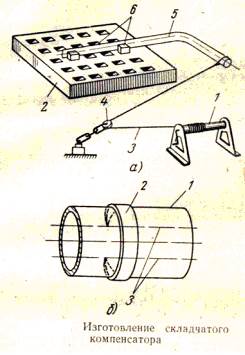
Складчатый компенсатор представляет собой колено трубы, согнутое таким образом, что с внутренней стороны изгиба образовались складки, благодаря которым может увеличиваться длина паропровода. Складчатый компенсатор изготовляют по шаблону, снятому с плазового чертежа. Для проверки соблюдения шага и высоты складок изготовляется специальный шаблон из тонкого листового металла, представляющий как бы развернутую поверхность складки. При наложении шаблона на трубу он должен закрывать 60—65% длины трубы в том месте, где впоследствии должны образоваться складки.
Складчатые компенсаторы (см. рис.) изгибают, не применяя набивку песком, на больших чугунных плитах 2. В отверстия этих плит вставляют упоры и прижимы 6, служащие для закрепления одного конца трубы 5, к другому концу трубы прикрепляют стальной трос 3 идущий через блок 4 к лебедке 1. При этом трос должен находиться в одной плоскости с плоскостью изгиба трубы. Перед гибкой на трубе размечают места, где нужно образовать складки. Изготовленный шаблон складки 2 (см. рис.) при разметке накладывают на трубу 1 так, чтобы осевая линия, проходящая по вершинам складки, находилась в плоскости, перпендикулярной оси трубы. Контур складки очерчивают по шаблону на трубе мелом. Для правильной установки шаблона на внешней стороне изгиба трубы вдоль нее отбивают намеленной ниткой две контрольных линии 3, по которым при разметке устанавливают концы шаблона. Место, которое очерчено мелом по шаблону складки (одной складки), быстро и равномерно нагревают двумя-тремя газовыми горелками до температуры 1050°С, включают лебедку, и под действием ее тягового усилия в зоне нагрева на трубе образуется складка.
|
|
|
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 762; Нарушение авторских прав?; Мы поможем в написании вашей работы!