КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вытяжка
|
|
|
|
Вытяжка — процесс деформирования незакрепленной по кромкам плоской заготовки в полую деталь замкнутого контура при помощи штампов.
Из листовых заготовок толщиной до 25 мм вытяжкой получают детали сложной формы поверхности и габаритными размерами в несколько метров.
Простейшая схема вытяжки цилиндрической детали в инструментальном штампе с прижимом фланца заготовки показана на рис. 8.
Заготовка под действием усилия вытяжки Рв, приложенного к пуансону, вытягивается в зазор между пуансоном и матрицей и, облегая пуансон, принимает его форму. Усилие Рв, воздействуя через пуансон на донную часть заготовки, передается через вертикальную стенку на фланец и в общем случае может быть представлено в виде

где Р1 — усилие, затрачиваемое на объемно-пластическое деформирование,
Рτ1, Рτ2 — усилия, затрачиваемые на преодоление сил трения соответственно в плоской части фланца (под прижимом) и на ребре матрицы,
Рr — усилие, затрачиваемое на изгиб заготовки по ребру матрицы.
Под действием усилия Рв в материале заготовки возникает сложное напряженное состояние (рис. 9).
В донной части и цилиндрической зоне заготовки (рис. 9а) имеет место одноосное напряженное состояние. В материале действуют радиальные растягивающие напряжения. Фланец заготовки находится в двухосном напряженном состоянии. Растягивающие напряжения действуют в радиальном направлении, сжимающие — в тангенциальном.
Из условия равновесия элемента фланца в промежуточный момент вытяжки на основании многочисленных исследований получено:
 ,
,
где σi ср — среднее сопротивление деформации в очаге деформирования.
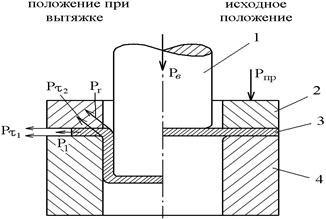
Рис. 8. Вытяжка цилиндрической детали в инструментальном штампе:
1 – пуансон,
2 – прижимное кольцо,
3 – заготовка,
4 – матрица
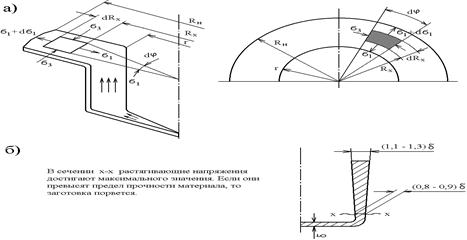
Рис. 9. Напряженное состояние в элементах заготовки
в момент вытяжки
В периферийной части фланца преобладают тангенциальные сжимающие напряжения и деформации, которые вызывают увеличение первоначальной толщины заготовки. При определенных соотношениях размеров заготовки и вытягиваемой детали под действием сжимающих напряжений во фланцевой части заготовки образуются складки или гофр, что ограничивает возможности вытяжки.
В зоне перехода фланцевой части заготовки в вертикальную стенку растягивающие напряжения превосходят сжимающие, вызывая уменьшения толщины стенки (рис. 9б).
Для предотвращения образования складок на фланце применяют:
а) вытяжку с прижимом фланца заготовки. К прижимной плите прикладывают усилие Рпр, достаточное для предотвращения потери устойчивости на фланцевой части заготовки;
б) вытяжку с ограничением высоты образования гофров. Плита, называемая складкодержателем, устанавливается на высоту, несколько большую толщины заготовки. При переходе через вытяжное ребро матрицы, образовавшиеся невысокие гофры разглаживаются, т.е. складкодержатель «автоматически» регулирует давление прижима и ограничивает высоту возникающих на фланце гофров;
в) вытяжку с перегибом фланца заготовки. При опускании кольцевой матрицы заготовка обтягивает пуансон. Появившиеся на периферийной части заготовки невысокие гофры разглаживаются при перемещении фланца через кромки кольцевой матрицы.
Из выражения
следует, что σ1 достигает наибольшего значения, когда
т.е.

Коэффициент К, равный отношению исходного диаметра заготовки D к диаметру детали d, называется коэффициентом вытяжки и характеризует степень деформации заготовки при вытяжке.
При некотором значении К>Кт величина σ1 может превышать предел прочности материала σв и заготовка разрушится по опасному сечению.
Теоретически значение предельного коэффициента вытяжки Кт, при котором возможно получение детали без отрыва дна, можно получить из этой формулы подставив вместо σi max и σi ср их предельные значения
σв = 1,1 σв ln Кт,
откуда
Кт = 2,5.
Однако значения Кт в этом случае определены без учета напряжений от трения заготовки об элементы штампа и ее изгиба, а также без учета упрочнения материала фланцевой части заготовки в процессе вытяжки. Поэтому действительное значение Кт несколько меньше теоретического.
Кпр = 1,7…2,1.
Увеличить Кпр можно:
а) за счет снижения Рτ1, Рτ2, Рr (при нанесении на заготовку смазки оптимальной вязкости);
б) за счет создания максимальных сил трения между пуансоном и деформируемой частью заготовки с целью перемещения опасного сечения выше по цилиндрической части в область, где материал более утолщен и упрочнен;
в) за счет увеличения радиуса вытяжной кромки матрицы до оптимальных значений;
г) снижением сопротивления материала пластическому деформированию во фланцевой части заготовки.
Если за одну операцию невозможно получить деталь требуемой формы и размеров, тогда применяют повторные операции вытяжки, между которыми материал детали обычно разупрочняют термической обработкой.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 602; Нарушение авторских прав?; Мы поможем в написании вашей работы!