КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Высокоэнергетические методы формования
|
|
|
|
Изготовление различной формы оболочек и панелей значительных размеров сопряжено с необходимостью использования крупногабаритного уникального оборудования большой мощности.
С другой стороны, деление деталей на элементы, изготовление которых возможно на обычном оборудовании, последующая их сборка и, как правило, ручная доводка удорожает изделие и снижает их качество.
И, наконец, изготовление деталей из некоторых высоко- и жаропрочных листовых материалов обычными методами обработки холодным деформированием или давлением весьма затруднительно, а иногда и невозможно.
В связи с этим представляет интерес использование для формообразования деталей энергии взрыва, высоковольтного разряда в жидкости и импульсного электромагнитного поля.
Этим методам формования присуще выделение большой энергии в чрезвычайно малые промежутки времени. Возникающие при больших скоростях деформирования инерционные силы существенно изменяют напряженно-деформированное состояние заготовки, что позволяет получать формованием этими методами не только деталей больших размеров, но также деталей из высокопрочных и малопластичных материалов и сплавов. При этом форма деталей, полученных из сварных заготовок не искажается, несмотря на наличие шва. В сварном шве и околошовной зоне материал не имеет микротрещин и пористости.
Применяемые универсальные энергетические установки относительно недороги и несложны, что при частой смене объекта производства обеспечивает низкую себестоимость изделия.
Формование с использованием энергии взрывчатых веществ (бризантного действия, порохов или газовых смесей) осуществляется с передачей кинетической энергии взрыва на заготовку непосредственно, через поршень или передаточную среду (воздух, воду, песок и т.п.).
Формование с использованием бризантных взрывчатых веществ и воды в качестве передаточной среды, позволяет изготавливать как небольшие детали сложной формы, так и крупногабаритные детали с практически неограниченными размерами и является наиболее универсальным методом, благодаря простоте оборудования и возможности создания давлений любой величины. Например, при взрыве 1 кг взрывчатого вещества может быть получено усилие около 10 000 тонн.
В серийном и опытном производстве для изготовления оболочек применяют установки бассейнового типа (рис. 14), состоящие из резервуара с водой, насосной станции (заполнение резервуара и откачивание из него воды, отсос воздуха из рабочей полости матрицы) и подъемно-транспортных средств (разгрузка и транспортировка оснастки).
Матрицу, с уложенной на ней заготовкой и прижимным кольцом, опускают на дно бассейна или погружают на требуемую (расчетную) глубину. На определенном расстоянии от заготовки подрывают заряд взрывчатого вещества. Энергия взрыва передается в виде ударной волны на заготовку и деформирует ее. Передаточной средой служит вода.
Открытую площадку для формования с использованием взрывчатых веществ размещают на сейсмически безопасном расстоянии от зданий и оборудуют в соответствии с правилами безопасности при взрывных работах.
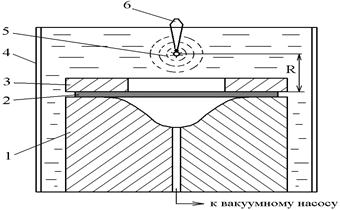
Рис. 14. Формообразование энергией взрыва:
1 – матрица,
2 – заготовка,
3 – прижимная плита,
4 – бассейн,
5 – заряд,
6 – электрические провода,
R – дистанция взрыва
Электрогидравлический метод формования основан на использовании для деформирования заготовки давления ударной волны, которая образуется при искровом разряде вследствие перехода части жидкости в состояние «плазмы» с мгновенным увеличением начального объема в тысячи раз.
При пробое межэлектродного промежутка образуется искровой канал, от которого жидкость вследствие мгновенного увеличения объема раздвигается во все стороны, образуя мощный гидравлический удар (ударную волну) и, воздействуя на заготовку, передает ей свою энергию, в результате чего заготовка принимает форму матрицы (рис. 15).
Введение в межэлектродный зазор проволоки — перемычки облегчает пробой последнего, позволяет значительно увеличить зазор между электродами, изменять форму и направление ударной волны, а также использовать в качестве передаточной среды диэлектрические жидкости. Недостаток — загрязнение передаточной среды отрываемыми от электродов частицами, которая становится проводящей средой.
Электрогидравлический метод деформирования можно осуществлять в обычных производственных условиях с соблюдением мер безопасности, необходимых при работе с высоковольтными установками. Процесс хорошо управляем, позволяет применять для его осуществления механизированное и автоматизированное оборудование.
Форму заготовок из труднодеформируемых материалов изменяют несколькими последовательными разрядами. При этом по мере упрочнения материала заготовки в процессе формования энергию разряда увеличивают.
Формование импульсным электромагнитным полем применяют для изготовления деталей из материалов, электропроводность которых регламентирована, в противном случае поверхность заготовки необходимо омеднять или покрывать тонким листовым алюминием.
При пробое разрядника (рис. 16) запасенная в конденсаторах электрическая энергия в виде импульса тока проходит через обмотку
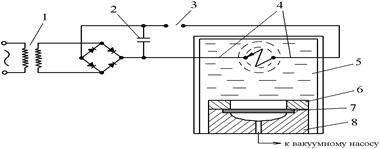
Рис. 15. Электрогидравлический метод формования:
1 – трансформатор,
2 – конденсатор,
3 – воздушный разрядник,
4 – электроды,
5 – бассейн,
6 – прижимная плита,
7 – заготовка,
8 – матрица
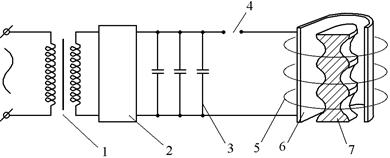
Рис. 76. Формование импульсным магнитным полем:
1 – высоковольтный трансформатор,
2 – выпрямитель,
3 – конденсаторная батарея,
4 – шаровой разрядник,
5 – обмотка индуктора,
6 – заготовка,
7 – разъемная оправка
индуктора. Возникающее вокруг токонесущих проводников электромагнитное поле в соответствии с законами физики возбуждает в заготовке вихревые токи, которые образуют в свою очередь вокруг последней вторичное магнитное поле. В результате взаимодействия импульсных магнитных полей происходит динамическое воздействие (в виде давления) на заготовку и деформирование металла, которые при обычных скоростях нагружения разрушаются.
Изменением длительности импульса (в пределах 6…50 мксек) можно регулировать силовое и тепловое воздействие на деформируемую заготовку. При обработке малопластичных металлов это является важным фактором, так как отпадает необходимость в нагревательных устройствах, обязательных при других импульсных способах формования.
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 1016; Нарушение авторских прав?; Мы поможем в написании вашей работы!