КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Оборудование и технология плавки магниевых сплавов
|
|
|
|
Тигельные печи. С точки зрения условий плавки металла все эти печи являются достаточно хорошими, так как в них отсутствует непосредственное соприкосновение металла с продуктами горения, а поверхность зеркала металла очень мала. Большое распространение имеют поворотные тигельные печи (рис.4.8), которые отапливаются мазутом или газом.
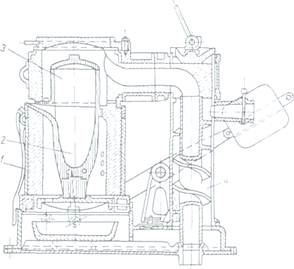
Рис.4.8. Поворотная тигельная печь
Тигельные печи со стационарным или выемным стальным тиглем, работающие на газе или мазуте, применяются для плавки магниевых сплавов. Печи со стационарным тиглем достигают большой емкости; они применяются, в литейных цехах массового производства мелких фасонных отливок (цехи литья в металлические формы и литья под давлением), а также при комбинированном (двухступенчатом) процессе приготовления магниевых сплавов. Основная особенность работы на печах этого типа – раздача приготовленного сплава небольшими раздаточными ковшами емкостью 2-20 кг путем вычерпывания сплава из стационарного тигля, стоящего в печи. Сплав заливают в формы из этих же ковшей.
Стационарные тигли обычно отливаются из углеродистой стали. Дно тигля толще стенок, толщина которых направлении к верхней части тигля постепенно уменьшается. Производительность печей со стационарным тиглем емкостью 150-250 кг составляет 60-120 кг/ч, а с тиглем емкостью 900 кг – около 250 кг/ч.
Печи с выемными тиглями, преимущественно сварными, применяются главным образом в литейных цехах, изготовляющих крупные отливки, а также в цехах, выпускающих мелкие и средние по весу отливки при небольших масштабах производства.
Мазутные и газовые тигельные поворотные печи имеют все же малую производительность; расход топлива составляет 20-25 % от веса расплавленного металла; обслуживание этих печей весьма затруднено.
Электрические печи. Электрические тигельные печи сопротивления являются весьма удобными агрегатами для плавки магниевых сплавов при сравнительно небольших масштабах производства.
Электрические тигельные печи применяются при плавке магниевых сплавов в выемных тиглях. Конструкция одной из таких печей дана на рис.4.9. При работе на печи с выемным тиглем формы заливают непосредственно из тигля, который после изготовления сплава извлекают из печи и транспортируют на место заливки. Тигли изготовляют сварными из листовой стали.
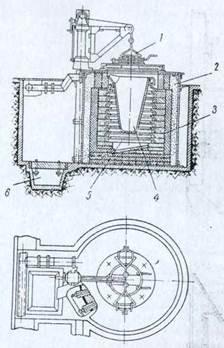
Рис.4.9. Электрическая тигельная печь для плавки магниевых сплавов: 1 – крышка; 2 – стальной кожух; 3 – футеровка; 4 – тигель; 5 – нихромовая спираль
Наиболее часто применяются выемные тигли емкостью 150 кг, а при крупных отливках емкость тигля достигает 250-2000 кг. Срок службы сварных стальных тиглей достигает 50-70 плавок. Дно тигля штампованное, к верхней части приварен борт, которым тигель опирается на печь. Тигель таким образом находится в подвесном состоянии.
Перед очередным пуском в работу тигли подвергаются контролю путем простукивания и измерения толщины стенок и дна тигля, а также осмотру. Если на тигле обнаруживаются вмятины или толщина стенок и дна состав-ют менее 50% от первоначальной, тогда он для дальнейшей эксплуатации не допускается. После окончания каждой плавки тигель тщательно очищается.
Отражательные печи. Применение отражательных печей с обогревом ванны жидкого металла газом долгое время считалось неприемлемым для плавки магниевых сплавов. Необходимость применения покровных и рафинирующих флюсов, специфика проведения процесса рафинирования, а также энергичная окисляемость магния и его склонность к воспламенению при удалении покровного слоя с поверхности расплава создавали большие затруднения при использовании отражательных печей. Основным условием, обеспечивающим применение отражательных печей для плавки магниевых сплавов, является отсутствие химического взаимодействия футеровки с расплавленным металлом или флюсом.
К настоящему времени на отечественных заводах накоплен опыт по приготовлению магниевых сплавов в отражательных печах емкостью до 3,5 т, работающих на газовом или мазутном топливе (рис.4.10). В качестве футеровочного материала успешно применяется магнезит.
При проведении полного цикла приготовления магниевых сплавов в отражательных печах исключается дополнительное насыщение сплава железом и вызываемое им снижение коррозионной стойкости сплавов. В фасонно-литейных цехах отражательные печи позволяют быстро и с меньшими затратами тепловой энергии получать большие количества жидкого сплава, который потом переливают в стационарные или выемные тигли (емкостью до 350 кг), где и производится подготовка сплава к заливке в формы (модифицирование и рафинирование).
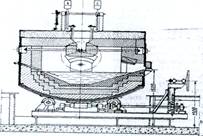
Рис.4.10. Схема отражательной печи для плавки магниевых сплавов
Индукционные печи без железного сердечника. Такие печи применяют для приготовления магниевых сплавов, а также других сплавов цветных металлов. Эти печи состоят из индуктора, внутри которого помещается тигель. Тигель может быть набивной, изготовляемый из огнеупорной массы на месте при помощи шаблона, или графитовый (для магниевых сплавов чугунный).
Индуктор печи подключают к источнику переменного тока. Под воздействием переменного магнитного потока, порожденного этим током, в металле, заложенном в тигель, возникают вихревые токи, которые производят нагрев и расплавление металла. В зависимости от частоты тока, который питает индуктор, печи без железного сердечника делят на высокочастотные и низкочастотные. Высокочастотные печи могут работать от лампового генератора (при печах малой емкости) или машинного (при печах большой емкости).
С увеличением емкости и размеров печи частота питающего ее тока может быть, понижена до промышленной. При этом существенно улучшаются экономические показатели работы печи.
Индукционные печи без железного сердечника менее экономичны по сравнению с печами с железным сердечником, но превосходят их по скорости нагрева, возможности получения сколько угодно высоких температур, универсальности использования и возможности ведения прерывного процесса.
К недостаткам индукционных печей следует отнести – бурное перемешивание жидкого металла, связанное с возникновением оксиальных и радиальных сил в слое металла, в котором плотность тока достигает желательной величины. Вследствие этого в металл замешиваются окислы и флюсы. Бессердечниковые индукционные печи промышленной частоты являются наиболее прогрессивными и экономичными плавильными агрегатами для приготовления магниевых сплавов.
На ряде заводов применяются как стационарные, так и поворотные печи емкостью 100, 300 и 600 кг с индуктором водяного охлаждения, воздушного охлаждения и с неохлаждаемым индуктором.
При плавке магниевых сплавов в этих печах со стальными тиглями к. п. д. составляет 80-85 %, угар и безвозвратные потери 2-3 %, расход электроэнергии 0,4-0,6 кВт·ч/кг и расход флюса 2-2,5 % от веса шихты.
Печи с неохлаждаемым индуктором и с индуктором воздушного охлаждения были разработаны специально для создания безопасных условий работы при плавке магния и его сплавов. Тигли для плавки магния и его сплавов в этих печах изготовляются путем сварки (при толщине стенки
8-25 мм) или литья (при толщине стенки 50-70 мм). Материалом для тиглей могут служить обычная углеродистая и легированная стали. Однако применение сталей, содержащих никель или кобальт недопустимо, так как эти элементы взаимодействуют с расплавленными магниевыми сплавами, в результате чего из-за попадания в сплавы примесей может понизиться коррозионная стойкость магниевых сплавов.
Если принять стоимость плавки 1 т металла в индукционных печах за 100%, то в электрических печах сопротивления она составит около 250%, а в мазутных печах достигает 800%. Это объясняется различием в величине к. п. д.: в индукционных печах этот коэффициент равен 0,85, в электрических печах сопротивления 0,30 и в мазутных печах 0,10.
К преимуществам индукционных печей надо отнести их высокую производительность, достигающую 200 - 400 кг/ч (в зависимости от емкости печи), которая в 2-3 раза превышает производительность отражательных печей, пониженный угар металла, составляющий 2—3%, а также незначительный расход тиглей благодаря тому, что наружная поверхность тиглей в индукционных печах не находится под воздействием раскаленных газов и не подвергается активному окислению.
Печи для вакуумной плавки. Одним из основных факторов, влияющих на качество отливок, является газовая атмосфера при плавке и разливке металла. Для приготовления большинства сплавов цветных металлов, в том числе магниевых, целесообразно вести плавку и разливку в вакууме. Хотя к выводам о необходимости применения вакуума в литейном производстве пришли уже давно, однако вакуумные плавильные печи начинают внедрять в производство лишь в самые последние годы. Причиной этого является сложность и громоздкость оборудования вакуумных плавильных печей.
В современных печах для достижения максимального эффекта от вакуумной плавки необходимо основную часть шихты загружать в печь сразу. Вакуум в печи создается откачиванием воздуха отсасывающей системы еще до расплавления металла. Чтобы получить качественное литье, созданное оптимальное разрежения необходимо поддерживать постоянным и достаточно долго; в противном случае не успевший выйти из металла газ будет служить причиной появления пористости в отливках. При вакуумной плавки достигается не только удаление газов из металла, но и восстановление металлов из некоторых окислов.
Схема вакуумной плавки изображена на рисунке 6. Как видно из рисунка, печь и изложница помещены в воздухонепроницаемые кожухи. В верхней части печи имеется устройство для подачи основной части шихты 2 и дозатора 5 с лотком для введения дополнительных легирующих добавок. После расплавленного металла производится поворот печи и сливание жидкого металла в изложницы или другие литейные формы, установленные на поворотном столе.
|
|
|
|
|
Дата добавления: 2014-01-03; Просмотров: 2676; Нарушение авторских прав?; Мы поможем в написании вашей работы!