КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 10. Вопрос 1. Дефекты швов сварных соединений (причины возникновения, способы их устранения)
|
|
|
|
Вопрос 1. Дефекты швов сварных соединений (причины возникновения, способы их устранения).
Различные отклонения от установленных норм и технических требований, ухудшающие работоспособность сварных конструкций, называются дефектами сварных швов. Они уменьшают прочность сварных соединений и могут привести к их разрушению.
Все дефекты сварных швов могут быть разделены на три основные группы:
• дефекты формы и размеров;
• наружные и внутренние макроскопические дефекты;
• дефекты микроструктуры.
Наиболее частыми дефектами формы и размеров сварных швов являются их неполномерность, неравномерные ширина и высота, бугристость, седловины, перетяжки.
Эти дефекты швов косвенно указывают на возможность образования дефектов внутри сварного шва и околошовной зоны.
К наружным и внутренним макроскопическим дефектам относят наплывы, подрезы, прожоги, непровары, трещины, шлаковые включения и газовые поры (приложение 1).
К дефектам микроструктуры относят перегрев и пережог.
На участке перегрева металл имеет крупнозернистое строение, что ведет к хрупкости металла. Перегретый металл плохо сопротивляется ударным нагрузкам.
Наиболее опасным дефектом является пережог. Такой металл хрупок и не поддается исправлению. Причиной образования пережога является плохая защита сварочной ванны от кислорода воздуха, а также сварка на чрезмерно большом сварочном токе.
Вопрос 2. Ацетиленовый генератор (назначение, классификация, устройство, подготовка к обслуживанию, требования техники безопасности).
Ацетиленовый генератор служит для получения ацетилена разложением карбида; кальция водой.
Ацетиленовые генераторы классифицируются:
• по производительности - 1,25; 3; 5; 10, 20, 40, 80, 160; 320, 640 м3/ч;
• по способу применения - передвижные и стационарные;
• по давлению вырабатываемого ацетилена – низкого давления - до 0,02 МПа, среднего давления - от 0,02 до 0,15 МПа.
• по способу взаимодействия карбида кальция с водой - ВК (вода на карбид) и KB (карбид на воду).
Рассмотрим устройство генератора типа АСП-1,25-6 (рис. 29). Это переносной генератор производительностью 1,25 м3/ч, рабочим давлением 0,01-0,07 МПа. Генератор представляет собой вертикальный цилиндрический сосуд.
Корпус 5 состоит из трех частей:
• газообразовательной, в которой образуется ацетилен за счет взаимодействия кальция с водой;
• вытеснителъной;
• промывательной.
Вода заливается через горловину. При достижении уровня переливной трубки 3 вода по трубке переливается в промыватель, который заполняется до уровня контрольной пробки 2.
Карбид кальция загружают в корзину 8. Уплотнение между крышкой 12 горловиной обеспечивается мембраной 11 усилием, создаваемым винтом 13 через траверсу 14.
Ацетилен, образующийся в газообразователе, по трубке 3 поступает в промыватель, барботируя через слои воды, охлаждается и промывается. Из промывателя ацетилен через вентиль предохранительного клапана 4 по шлангу 15 поступает в предохранительный затвор 7 и далее к горелке или резаку. По мере повышения давления в газообразователе пружина 10 сжимается, в результате чего корзина перемещается вверх, а вода вытесняется в вытеснитель. В результате уровень замочки карбида уменьшается, выработка ацетилена ограничивается и повышение давления прекращается. Давление ацетилена контролирует манометр 9. Ил из газообразователя и иловую воду из промывателя сливают через штуцера 6 и 1.
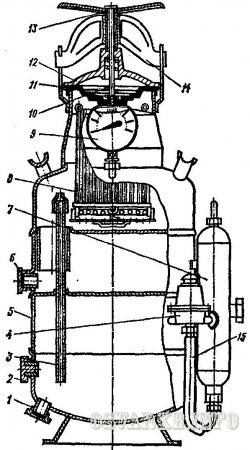
Рис. 29. Устройство генератора АСП-1,25-6
Подготовка генератора к работе:
• снять крышку и поддон от корзины;
• убедиться, что корпус чист и промыт;
• проверить закрепления вентиля и предохранительного клапана;
• открыть контрольные пробки в генераторе и водяном затворе;
• залить водой водяной затвор и генератор до уровня контрольной пробки;
• закрыть контрольные пробки;
• соединить шлангом вентиль и предохранительный затвор;
• загрузить карбид кальция;
• закрепить поддон на корзине и закрыть крышку;
Основные технические характеристики генератора приведены в таблице.
Основные технические характеристики генератора

Ацетиленовый генератор снабжен предохранительным затвором.
При работе с генератором необходимо соблюдать следующие правила:
• использовать размеры карбида кальция, указанные в паспорте;
• при перерывах в работе и в зимнее время нельзя допускать замерзания воды в генераторе, для чего генераторы утепляют;
• при работе нельзя оставлять возле генератора ил, его нужно относить в специальные ямы;
• нельзя подходить с огнем или зажженной горелкой к генератору, так как возможно выделение ацетилена в окружающую среду и образование взрывчатой смеси;
• работающий генератор нельзя оставлять без надзора;
• используют генераторы на открытом воздухе;
• генератор должен находиться от кислородного баллона на расстоянии 10 м, а от других источников тепла не менее 5 м.
3. Задача. Прочитайте условное обозначение электрода

Э46 - тип электрода, 460 МПа – минимальное сопротивление наплавленного металла шва на разрыв (предел прочности);
АНО-4 - марка электрода;
3,0 - диаметр электрода;
У - для сварки углеродистых сталей;
Д - толстое покрытие;
Е432 - характеристика наплавленного металла;
Р - рутиловое покрытие;
2 - для сварки во всех пространственных положениях, кроме вертикального сверху вниз;
1 - переменный ток.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 612; Нарушение авторских прав?; Мы поможем в написании вашей работы!