КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 16
|
|
|
|
Вопрос 1. Флюсы (назначения, классификация, применение).
Сварочные флюсы применяют при автоматической и механизированной дуговой сварке под флюсом, при ручной дуговой сварке чугуна и цветных металлов. Они представляют собой сыпучее зернистое вещество, которое при расплавлении образует жидкий шлак, защищающий металл сварного шва от азота и кислорода воздуха.
Кроме того, назначение флюсов следующее:
• обеспечение устойчивого горения дуги;
• раскисление сварочной ванны и получение плотных швов без пор и шлаковых включений;
• легирование металла шва;
• уменьшение потерь электродного металла на угар и разбрызгивание;
• улучшение формирования шва;
• сохранение теплоты в зоне сварки, вследствие чего химические реакции между жидким металлом и шлаком проходят более полно.
По способу изготовления флюсы делят на:
• плавленые;
• неплавленые.
Плавленые флюсы изготовляют сплавлением флюсовой шихты определенного состава в электрических или пламенных печах с последующей ее грануляцией до получения крупинок (зерен) требуемого размера.
По строению зерен плавленые флюсы разделяют на:
• стекловидные;
• пемзовидные.
Стекловидный флюс представляет собой прозрачные зерна с острыми гранями, окрашенными в зависимости от состава флюса в различные цвета. Для его получения жидкий расплав флюса при 1200-1250°С тонкой струей сливают в бак с холодной проточной водой. Расплав быстро затвердевает и растрескивается на мелкие зерна.
Пемзовидный флюс представляет собой зерна пенистого материала также различных оттенков. При выливании в воду жидкого расплава флюса, нагретого до 1550-1600°С, пары воды вспенивают расплавленную массу, образуя пемзовидный флюс.
Плавленые флюсы (ГОСТ 9087-81), применяемые при автоматической и механизированной дуговой и электрошлаковой сварке и наплавке стали, выпускают 21 марки.
Размер зерен флюса - от 0,25 до 4 мм. Флюсы - стекловидный с размером зерен не более 2,5 мм и пемзовидный с размером зерен не более 4 мм – предназначены для автоматической сварки проволокой диаметром не менее 3 мм. Стекловидный флюс с размером зерен не более 1,6 мм предназначен для автоматической и механизированной сварки проволокой диаметром не более 3 мм.
Флюс упаковывают в бумажные мешки или другую тару, обеспечивающую его сохранность при транспортировании. Масса одного упаковочного места должна быть не более 50 кг.
Плавленые флюсы различных марок имеют разные области применения. Например: АН-17М, АН-43, АН-47 - для дуговой сварки и наплавки углеродистых низколегированных сталей.
Кроме плавленых широко применяют и неплавленые (керамические) флюсы, получаемые скреплением частиц флюсовой шихты без их расплавления. Они представляют собой механическую смесь тонкоизмельченных природных минералов, ферросплавов и силикатов, сцементированных жидким стеклом и гранулированных на крупинки определенных размеров. Каждое зерно (крупинка) керамического флюса состоит из прочно соединенных мелких частичек и содержит все компоненты флюса в определенном соотношении.
Керамические флюсы различных марок имеют определенные области применения, например:
АНК-35 и АНК-36 используют для сварки углеродистых сталей;
АНК-47 и АНК-48 - для сварки низколегированных сталей;
АНК-45 - для сварки высоколегированных сталей;
АНК-18, АНК-19 и АНК-40 - при наплавочных работах;
АНК-3 служит добавкой (в количестве 5-15%), применяемой в смеси с плавлеными флюсами АН-348А, ОСЦ-45, АН-60 и другими для повышения стойкости швов против образования пор. Наиболее распространенным видом флюса является вещество бура.
Керамические флюсы гигроскопичны, поэтому хранить их следует в герметически закрывающейся упаковке. Ввиду небольшой прочности зерен транспортировать керамический флюс рекомендуется в жесткой таре - металлических банках или картонных барабанах.
Вопрос 2. Способы газовой сварки (назначение, техника выполнения).
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки (рис. 40, а) называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени.
Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва получается лучше, чем при правом способе.
Правый способ сварки (рис. 40, 6) - это такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой.
Мундштуком горелки при правом способе выполняют незначительные поперечные колебания.
Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе.
Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом.
Правый способ целесообразно применять при сварке деталей толщиной более 5 мм и при сварке метал лов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
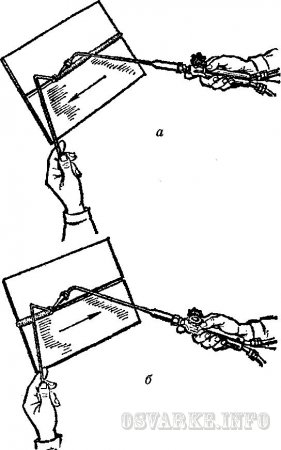
Рис. 40. Способы сварки: а - левый; б - правый
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм3/ч, а при левом - 100-130 дм3/ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки.
При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d=S/2 мм, где S - толщина свариваемого металла, мм.
3. Задача. Нужно, используя газовую сварку, соединить трубы диаметром 45 мм, толщиной стенки 3 мм. Назовите диаметр проволоки, количество слоев сварки.
Трубы сваривают в один слой поворотным способом, левым способом, так как он применяется при сварке металла толщиной до 5 мм, диаметр проволоки 2,5 мм.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 457; Нарушение авторских прав?; Мы поможем в написании вашей работы!