КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 19
|
|
|
|
Вопрос 1. Напряжения и деформации при сварке (понятия, виды, классификация, причины их возникновения, способы борьбы).
Деформацией называется изменение формы и размеров твердого тела под действием усилия.
Если форма тела восстанавливается после прекращения действия силы, то деформация является упругой.
Если тело не принимает первоначальной формы, то оно получило остаточную, или пластическую деформацию.
Напряжением называется сила, отнесенная к единице поверхности или к единице площади поперечного сечения тела. В зависимости от направления действующих усилий могут возникать напряжения растяжения, сжатия, изгиба, среза и кручения. Напряжение, при котором происходит разрушение, называется пределом усталости. Главной причиной пониженной усталостной прочности сварных соединений является сосредоточение напряжений. Причинами концентрации напряжений являются:
1. Дефекты швов - острый надрез, непровар, трещина и другие, расположенные поперек действия растягивающих напряжений.
2. Неправильные очертания сварного шва, например, швы с большой выпуклостью и неплавным переходом от наплавленного металла к основному.
3. Нерациональная конструкция сварных соединений.
В местах концентрации напряжений суммарная величина их может превысить временное сопротивление разрыву наплавленного металла, что вызовет начало разрушения сварного шва. А в отдельных случаях приводит к разрушению сварной конструкции в целом. Причинами возникновения напряжений и деформаций при сварке являются: неравномерное нагревание металла, литейная усадка расплавленного металла, структурные превращения в металле.
Для борьбы с деформациями принимаются следующие меры.
Мероприятия, выполняемые до сварки.
Рациональное конструирование сварных изделий. В процессе конструирования необходимо: ограничивать количество наплавленного металла уменьшением катетов швов или угла скоса кромок; не допускать пересечения большого количества швов; не располагать сварные швы там, где действуют максимальные напряжения от внешних нагрузок, и размещать их симметрично; применять преимущественно стыковые швы и т. п.
Правильная сборка деталей с учетом возможных деформаций. При этом наиболее часто применяют метод обратных деформаций (рис. 47). Зная, что шов после охлаждения всегда сокращается в размерах, можно заранее предугадать характер возможных напряжений и деформаций и произвести предварительный выгиб свариваемых деталей и противоположную сторону. Величина обратного выгиба определяется расчетным или опытным путем.
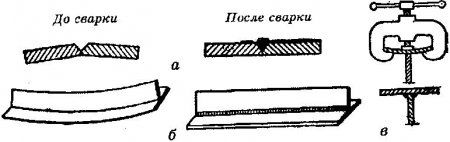
Рис. 47. Обратные деформации и положения элементов изделия после сварки:
а - стыковое соединение двух пластин; б - тавровая балка; в - полка таврового соединения
При сборке деталей следует избегать прихваток, которые создают жесткое закрепление деталей и способствуют возникновению значительных остаточных напряжений. Лучше применять сборочные приспособления, допускающие некоторое перемещение деталей при усадке металла.
Мероприятия, выполняемые в процессе сварки.
Рациональная последовательность наложения сварных швов. Сварные конструкции следует изготовлять так, чтобы замыкающие швы, создающие жесткий контур, заваривались в последнюю очередь. Сварку нужно вести от середины конструкции к ее краям, как бы сгоняя при этом внутренние напряжения наружу. Каждый последующий шов при многослойной сварке рекомендуется накладывать в направлении, обратном направлению предыдущего шва.
При сварке полотнищ из отдельных листов (рис. 48, а) в первую очередь нужно выполнять поперечные швы отдельных поясов, чтобы обеспечить их свободную усадку, а затем сваривать пояса между собой продольными швами. В противном случае возможно образование трещин в местах пересечения поперечных и продольных швов.
При сварке двутавровых балок (рис. 48, б) в первую очередь выполняют стыковые соединения стенок и полок, а затем - угловые поясные швы.
При сварке цилиндрических сосудов из нескольких обечаек (рис. 48, в) сначала выполняют продольные швы обечаек, а затем обечайки сваривают между собой кольцевыми швами. При ручной и механизированной сварке швы большой протяженности рекомендуется накладывать в обратноступенчатом порядке.

Рис. 48. Последовательность наложения швов (1-8) при сварке:
а - полотнища из отдельных листов; б - двутавровой балки; в - цилиндрического сосуда
Уравновешивание деформаций. В этом случае (рис. 49) швы выполняют в такой последовательности, при которой последующий шов вызывает деформации обратного направления по сравнению с деформациями от предыдущего шва. Этот способ может быть использован при симметричном расположении швов.
Жесткое закрепление деталей при сварке. В этом случае детали закрепляют в сборочно-сварочных приспособлениях, обладающих значительной жесткостью. После сварки в таких приспособлениях короблений деталей почти не будет, но в сварных швах возрастут внутренние напряжения.
Мероприятия, выполняемые после сварки. В тех случаях, когда деформации все же произошли и величины их выходят за пределы допустимых, применяют правку сварных изделий различными способами.
Механическая правка. В этом случае с помощью молотов, домкратов, винтовых прессов или других устройств создается ударная или статическая нагрузка, которую обычно прилагают со стороны наибольшего выгиба. Изделия из тонколистового металла можно править прокатыванием их между валками.
Термическая правка заключается в местном нагреве небольших участков металла деформированной конструкции. Нагрев, как правило, производят сварочными горелками большой мощности. Ведут его быстро и только до пластического состояния верхних волокон на выпуклой стороне изделия. При охлаждении нагретых участков последние сжимаются и выпрямляют изделие.
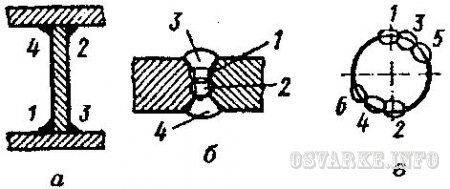
Рис.49. Уравновешивание деформации:
а - при изготовлении сварной двутавровой балки; б - при выполнении сварного стыкового многослойного шва; в - при наплавке валика продольными швами: 1-6 - последовательность наложения швов
Термомеханическая правка заключается в сочетании местного нагрева с приложением статической нагрузки, изгибающей исправляемый элемент конструкции в нужном направлении. Такой способ обычно применяют для правки жестких сварных узлов.
Методы уменьшения внутренних напряжений. Существует несколько методов уменьшения внутренних напряжений.
Наиболее часто применяют:
• предварительный или сопутствующий подогрев при сварке;
• проковку или прокатку сварных швов;
• статическое нагружение сварной конструкции;
• отпуск после сварки.
Предварительный или сопутствующий подогрев применяют при сварке сталей, склонных к закалке и образованию трещин. Температуру подогрева выбирают в зависимости от марки стали и жесткости конструкции (обычно в пределах 100-600°С). Подогрев, производимый многопламенными горелками, индукторами или в печах, уменьшает пластические деформации сжатия, что значительно снижает остаточные напряжения. Кроме того, в ряде случаев он благоприятно влияет на структуру металла шва и околошовной зоны.
Послойную проковку швов выполняют пневматическим зубилом с закругленным бойком непосредственно после сварки по горячему металлу (горячая проковка) или после полного его остывания (холодная проковка). Благодаря осадке металла в направлении удара происходит его раздача в разные стороны, что снижает растягивающие напряжения. Проковка рекомендуется при многослойной сварке металла большой толщины, причем во избежание трещин и надрывов первый и последний слои многослойного шва не проковывают. Швы на металле, склонном к закалке, проковывать нельзя. Преимущество проковки состоит в ее простоте и маневренности.
Прокатку шва выполняют при сварке тонколистового металла.
В процессе прокатки растягивающие напряжения уменьшаются. Преимущество ее перед проковкой состоит в статическом характере приложения давления и возможности плавного его регулирования.
Статическое нагружение элементов сварной конструкции возможно в процессе сварки или чаще всего после полного остывания шва. В качестве такого нагружения применяют растяжение или изгиб с образованием растягивающих напряжений в зонах, где остаточные напряжения максимальны. Это приводит к пластическим деформациям и значительному уменьшению остаточных напряжений.
Отпуск после сварки, обычно применяемый для выравнивания структуры шва и околошовной зоны, также снижает внутренние напряжения. Отпуск может быть общим, когда нагревается все изделие, и местным, когда нагревается лишь часть его в зоне сварного соединения. Преимущество общего отпуска состоит в том, что снижение напряжений происходит во всей сварной конструкции независимо от ее сложности.
Наиболее часто применяют высокий отпуск при температуре нагрева 550-680ºС. Операция отпуска состоит из четырех стадий: нагрев; выравнивание температуры по длине и сечению изделия; выдержка при температуре отпуска; охлаждение. Выдержка независимо от толщины металла обычно составляет около 3 ч, после чего происходит естественное охлаждение. По частоте применения отпуск сварных конструкций значительно превосходит все методы снятия внутренних напряжений (рис. 50).
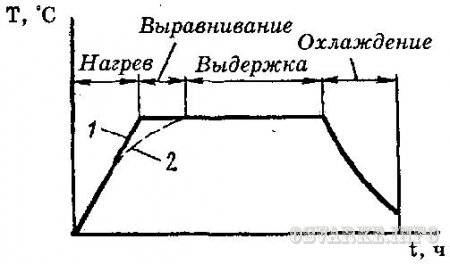
Рис. 50. Стадии отпуска сварных конструкций:
1- поверхность изделия; 2 - внутренние зоны металла
Вопрос 2. Технология и техника кислородной резки (основные условия резки металлов, назначение, сущность).
Основные условия резки металлов. Кислородной резке подвергаются только те металлы и сплавы, которые удовлетворяют следующим основным условиям:
1. Температура воспламенения металла в кислороде должна быть ниже температуры его плавления. Лучше всех металлов и сплавов этому требованию удовлетворяют низкоуглеродистые стали, температура воспламенения которых в кислороде около 1300°С, а температура плавления около 1500ºС. Увеличение содержания углерода в стали сопровождается повышением температуры воспламенения в кислороде с понижением температуры плавления. Поэтому с увеличением содержания углерода кислородная резка сталей ухудшается.
2. Температура плавления окислов металлов, образующихся при резке, должна быть ниже температуры плавления самого металла, в противном случае тугоплавкие окислы не будут выдуваться струей режущего кислорода, что нарушит нормальный процесс резки. Этому условию не удовлетворяют высокохромистые стали и алюминий. При резке высокохромистых сталей образуются тугоплавкие окислы с температурой плавления 2000°С, а при резке алюминия - оксид с температурой плавления около 2050°С. Кислородная резка их невозможна без применения специальных флюсов.
3. Количество теплоты, которое выделяется при сгорании металла в кислороде, должно быть достаточно большим, чтобы поддерживать непрерывный процесс резки. При резке стали около 70% теплоты выделяется при сгорании металла в кислороде и только 30% общей теплоты поступает от подогревающего пламени резака.
4. Образующиеся при резке шлаки должны быть жидкотекучими и легко выдуваться из места реза.
5. Теплопроводность металлов и сплавов не должна быть слишком высокой, так как теплота, сообщаемая подогревающим пламенем и нагретым шлаком, будет интенсивно отводиться от места реза, вследствие чего процесс резки будет неустойчивым и в любой момент может прерваться. При резке стали сгорание железа в кислороде протекает по реакциям.
При проведении кислородно-ацетиленовой резки присутствует два вида пламени: подогревающее и режущая струя кислорода.
В начале газовой резки подогрев осуществляется только подогревающим пламенем до температуры воспламенения. Мощность подогревающего пламени зависит от толщины и химического состава разрезаемого металла и сплава.
Максимальная температура пламени находится на расстоянии 2-3 мм от конца ядра, поэтому для наиболее эффективного нагрева расстояние от конца ядра до поверхности разрезаемого металла должно составлять 2-3 мм. Подогревающее пламя надо регулировать на несколько повышенное содержание кислорода, так как слегка окислительное пламя обеспечивает интенсивный нагрев и улучшает качество реза.
Сжигание металла и удаление продуктов сгорания из реза осуществляется струей режущего кислорода. Количество кислорода, проходящего через сопло мундштука, зависит от конструкции сопла, давления кислорода и скорости истечения струи.
При газовой резке требуется определенное количество кислорода. Недостаток его приводит к неполному сгоранию железа и неполному удалению оксидов, а избыток кислорода охлаждает металл. Количество кислорода, необходимое для полного окисления разрезаемого металла, определяется количеством сжигаемого металла и средним расходом на его сжигание.
Основными параметрами режима кислородной резки являются:
• мощность подогревающего пламени;
• давление режущего кислорода;
• скорость резки.
Мощность подогревающего пламени характеризуется расходом горючего газа в единицу времени и зависит от толщины разрезаемого металла. Она должна обеспечивать быстрый подогрев металла в начале резки до температуры воспламенения и необходимый нагрев его в процессе резки. Для резки металла толщиной до 300 мм применяют нормальное пламя. При резке металла больших толщин лучшие результаты получают при использовании пламени с избытком горючего (науглероживающее пламя). При этом длина видимого факела пламени (при закрытом вентиле кислорода) должна быть больше толщины разрезаемого металла.
Выбор давления режущего кислорода зависит от толщины разрезаемого металла, размера режущего сопла и чистоты кислорода.
При увеличении давления кислорода увеличивается его расход. Давление кислорода выбирается в зависимости от толщины металла: чем чище кислород, тем меньше его расход на 1 пог. метр реза.
Скорость перемещения резака должна соответствовать скорости горения металла. От скорости резки зависят устойчивость процесса и качество вырезаемых деталей. Малая скорость приводит к оплавлению разрезаемых кромок (рис. 51, а), а большая - к появлению непрорезанных до конца участков реза (рис. 51, в). Скорость резки зависит от толщины и свойств участков реза. Скорость резки зависит от толщины свойств разрезаемого металла, вида резки, метода резки. Поэтому допустимую скорость резки определяют опытным путем. Скорость резки перемещения резака считают нормальным, если пучок искр будет выходить почти параллельно кислородной струе (рис. 51, б).
Большое влияние на качество реза и производительность резки оказывает подготовка металла под резку.

Рис. 51. Характер выброса шлака:
а - скорость резки мала; б - оптимальная скорость; в - скорость велика
Перед началом резки листы подают на рабочее место и укладывают на подкладки так, чтобы обеспечить беспрепятственное удаление шлаков из зоны реза. Зазор между полом и нижним листом должен быть менее 100-150 мм. Поверхность металла перед резкой должна быть очищена. На практике окалину, ржавчину, краску и другие загрязнения удаляют с поверхности металла нагревом зоны резки газовым пламенем с последующей зачисткой стальной щеткой.
Перед началом резки газорезчик должен установить необходимое давление газов на ацетиленовом и кислородном редукторах, подобрать нужные номера наружного и внутреннего мундштуков в зависимости от вида и толщины разрезаемого металла.
Процесс резки начинают с нагрева металла в начале реза до температуры воспламенения металла в кислороде. Затем пускают режущий кислород (происходит непрерывное окисление металла по всей толщине) и перемещают резак по линии реза.
Для обеспечения высокого качества реза расстояние между мундштуком и поверхностью разрезаемого металла необходимо поддерживать постоянным. Для этой цели резаки комплектуются направляющими тележками.
Процесс кислородной резки основан на свойстве металлов и их сплавов сгорать в струе чистого кислорода.
Процесс резки включает в себя следующие стадии:
• нагрев начального участка резки до температуры воспламенения металла в кислороде;
• сгорание металла в струе кислорода;
• расплавление образующихся окислов и выдувание их из места разреза;
• нагрев соседних слоев металла в кислороде и перемещение резака вдоль линии реза.
Резку начинают с края детали. При необходимости резки с середины пробивают отверстие (при толщине металла до 50 мм) пламенем вертикально стоящего резака, разогревая место резки и плавно открывая вентиль режущего кислорода по мере углубления отверстия.
Угол наклона резака 20-45° в сторону, обратную направлению резки. При криволинейной резке резак держат вертикально.
3. Задача. Назовите ваши действия в случае обратного удара пламени при работе с ацетиленовым генератором при сварке металла.
Перекрыть ацетиленовый вентиль горелки и распределительный вентиль на генераторе. Охладить горелку.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 823; Нарушение авторских прав?; Мы поможем в написании вашей работы!