КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Билет № 22
|
|
|
|
Вопрос 1. Особенности сварки легированных сталей.
Легированными называют стали, в состав которых специально вводят заданное количество легирующих элементов для получения требуемых свойств.
Легированные стали в зависимости от содержания в них легирующих компонентов подразделяют на:
• низколегированные (с содержанием легирующих компонентов, кроме углерода, не более 2,5%);
• среднелегированные (с содержанием легирующих компонентов, кроме углерода, 2,5-10%);
• высоколегированные (с содержанием легирующих компонентов, кроме углерода, свыше 10%).
Низколегированные стали предназначены для сварных конструкций, работающих при нормальной температуре. В качестве легирующих элементов они содержат
металлы, например марганец, кремний, хром.
Дуговая сварка. При дуговой сварке легированных сталей применяются следующие режимы:

Указанные значения тока соответствуют сварке в нижнем положении. При выполнении вертикальных и потолочных швов ток уменьшают на 10-20% и применяют электроды диаметром не более 4 мм.
Для уменьшения скорости охлаждения металла шва следует применять стыковые и бортовые соединения, так как при тавровых и нахлесточных соединениях скорость охлаждения выше. Рекомендуется избегать соединений, имеющих швы замкнутого контура; если же необходимы такие соединения, то их сваривают короткими участками, обеспечивая подогрев и замедленное охлаждение.
Сварку стыковых соединений металла толщиной до 6 мм и швов с катетом до 7 мм выполняют в один слой (однопроходную), что уменьшает скорость охлаждения.
Более толстый металл сваривают в несколько слоев длинными участками. Каждый слой должен иметь толщину 0,8-1,2 диаметра электрода. Сверху шва накладывают отжигающий валик, края которого должны располагаться на расстоянии 2-3 мм от границы проплавления основного металла. Отжигающий валик накладывают при температуре предыдущего слоя около 200°С.
Для металла толщиной до 40-45 мм применяют многослойную сварку способом горки или каскада. Длину участков (300-350 мм) выбирают с таким расчетом, чтобы предыдущий слой не успевал охладиться ниже 200°С при наложении следующего слоя.
Если сталь склонна к закалке или при сварке на морозе, перед выполнением первого шва применяют местный подогрев горелкой или индуктором до 200-250°С.
Сварку конструкционных низкоуглеродистых сталей производят электродами с фтористокальциевыми покрытиями марок УОНИ-13/45, УОНИ-13/55, УОНИ-13/65, УОНИ-13/85, ОЗС-2, ЦУ-1, ДСК-50, УП-1/55, УП-2/55, К-5А, ЦЛ-18, НИАТ-5 и другими, дающими более плотный и вязкий наплавленный металл, менее склонный к старению.
Электроды с руднокислыми покрытиями (ОММ-5, ЦМ-7 и др.) применять при сварке ответственных конструкций из низколегированных сталей не рекомендуется.
Низколегированные конструкционные стали лучше сваривать электродами типа Э42А, так как металл шва получает дополнительное легирование за счет элементов расплавляемого основного, при этом металл шва сохраняет высокую пластичность.
Сварка электродами типа Э60А дает более прочный, но менее пластичный металл шва вследствие более высокого содержания в нем углерода.
Сварка средне- и высоколегированных сталей. Сварка этих видов сталей затруднена по ряду причин:
• В процессе сварки происходит частичное выгорание легирующих примесей и углерода.
• Вследствие малой теплопроводности возможен перегрев свариваемого металла.
Эти стали отличает повышенная склонность к образованию закалочных структур, а больший, чем у низкоуглеродистых сталей, коэффициент линейного расширения может вызвать значительные деформации и напряжения, связанные с тепловым влиянием дуги. Причем, чем больше в стали углерода и легирующих примесей, тем сильнее проявляются эти свойства.
Для устранения влияния перечисленных причин на качество сварного соединения рекомендуется:
• тщательно подготавливать изделие под сварку;
• сварку вести при больших скоростях с малой погонной энергией, чтобы не допускать перегрева металла;
• применять термическую обработку для предупреждения образования закалочных структур и снижения внутренних напряжений;
применять легирование металла шва через электродную проволоку и покрытие с целью восполнения выгорающих в процессе сварки примесей.
Электроды для сварки высоколегированных сталей изготовляют из высоколегированной сварочной проволоки. Применяют покрытие типа Б.
Обозначения типов электродов состоят из индекса Э и следующих за ним цифр и букв. Две или три цифры, следующие за индексом, указывают на количество углерода в металле шва в сотых долях процента. Следующие затем буквы и цифры указывают примерный химический состав металла.
Сварку производят постоянным током обратной полярности. При этом сварочный ток выбирают из расчета 25-40 А на 1 мм диаметра электрода.
Длина дуги должна быть как можно короткой. Рекомендуется многослойная сварка малого сечения при малой погонной энергии.
Средиелегированные хромистые стали, содержащие до 2% углерода, относятся к мартенситному классу. Они свариваются удовлетворительно, но требуют подогрева до 200-300°С и последующей термической обработки.
Для сварки высоколегированных сталей и сталей с особыми свойствами применяют электроды, стержни которых выполнены из специальной проволоки, по химическому составу близкой к свариваемой стали. Также эти стали сваривают в защитных газах.
Газовая сварка низколегированных сталей производится нормальным пламенем мощностью 75-100 дм3/ч при левой и 100-130 дм3/ч при правой сварке на 1 мм толщины металла.
В качестве присадки используют проволоку Св-08, Св-08А или Св-10Г2.
Целесообразно проковывать шов при светло-красном калении с последующей нормализацией нагревом горелкой.
В качестве присадочной проволоки при сварке среднелегированных сталей используют проволоку, по химическому составу близкую к составу металла.
Рекомендуется сваривать с предварительным подогревом до 250-300°С, в связи с тем, что эти стали способны к закалке на воздухе.
Кромки свариваемого металла перед сваркой зачищают до металлического блеска.
Сварку рекомендуется вести с наименьшим числом перерывов. По окончании сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла.
Вопрос 2. Газовая сварка трубных конструкций.
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм с толщиной стенок до 2-3 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм.
При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90º, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления.
Сварку труб можно выполнять как левым, так и правым способами.
Газовой сваркой стыки сваривают в один слой.
Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
Сварку труб большого диаметра (300 мм и более) выполняют четырьмя отдельными участками, как показано на рис. 56, а.
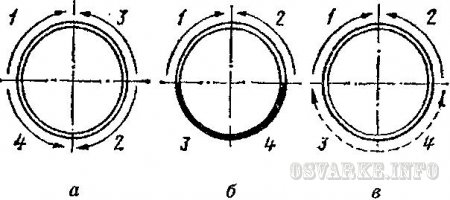
Рис. 56. Последовательность сварки труб большого диаметра:
а - 200-300 мм; б - 500-600 мм; в - сварка без поворота
При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 56, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4.
Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рис. 56, в, пунктирными стрелками.
3. Задача. Назовите способ, которым вы воспользуетесь, чтобы устранить трещину, видимую в металле шва.
Трещину засверливают по краям, чтобы избежать дальнейшего увеличения при последующей вырубке.
После засверливания вырубают металл около трещины до основного металла и вновь заваривают.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 328; Нарушение авторских прав?; Мы поможем в написании вашей работы!