КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дуговая сварка
|
|
|
|

Сварка стальными электродами с применением шпилек. Сталь при наплавке на чугун плохо сцепляется с ним из-за разной усадки. Кроме того, наплавленная на чугун сталь обогащается углеродом в зоне плавления, становится хрупкой, склонной к закалке, и дает при остывании трещины. Поэтому при сварке чугуна обычными стальными электродами (УОНИ-13/45 и УОНИ-13/55) для более надежного сцепления наплавленного металла с основным на кромках в шахматном порядке ставят на резьбе стальные шпильки (рис. 57, а).
При толщине стенки менее 10 мм шпильки ставят только на нескошенной части кромок. Шпильки обваривают кругом, после чего шов заполняют наплавленным металлом (рис. 57, б).
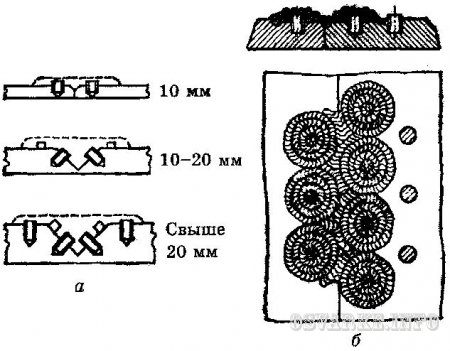
Рис. 57. Сварка чугуна с применением шпилек
Диаметр шпилек определяется по формуле:
d=(0,15-0,2)S,
где d - диаметр шпильки;
S - толщина стенки, мм.
Шпильки диаметром менее 3 мм не применяют.
Расстояние между шпильками составляет (4-6)d, глубина посадки 2d, расстояние от кромок не менее (1,5-2)d.
Электроды с покрытием типа УОНИ применяют при сварке чугуна потому, что они требуют использования постоянного тока обратной полярности. Это уменьшает перегрев детали и снижает выгорание кремния.
Для снижения внутренних напряжений сварку ведут с перерывами, не давая изделию нагреться выше 100°С. При использовании электродов диаметром 3 мм ток не должен превышать 120 А, диаметром 4 мм - 150 А, 5 мм - 220 А.
Первые слои шва и обварку шпилек целесообразно выполнять электродами (ЦЧ-4) (см. ниже), а последующие - УОНИ-13/55.
Сварка чугуна без подогрева стальными электродами с дополнительным креплением стальными шпильками и связями является вполне надежной и применяется при ремонте ответственных крупногабаритных деталей, испытывающих большие нагрузки.
Сварка специальными электродами. Для сварки и наплавки без подогрева деталей из серого и высокопрочного чугуна и заварки дефектов в отливках применяют электроды ЦЧ-4 из проволоки Св-08 с фтористокальциевым покрытием, разработанные отделом сварки ЦНИИТМАШ.
В состав покрытия введены элементы, активно вступающие в механическое соединение с углеродом свариваемого металла и образующие устойчивые карбиды, не растворимые в железе.
Сварка электродами ЦЧ-4 может вестись в нижнем и вертикальном положении. Применяется постоянный ток прямой полярности, можно использовать переменный ток.
Режимы сварки следующие:

Сварку производят небольшими участками длиной 30-60 мм. Для улучшения обрабатываемости рекомендуется на рапсе наплавленный слой накладывать отжигающий валик, не затрагивая при этом основного металла.
При сварке металла больших толщин первые слои по чугуну выполняют электродами ЦЧ-4, а затем заполняют всю разделку кромок электродами УОНИ-13/45 или УОНИ-13/55.
Для уменьшения напряжений наплавленный металл проковывают легкими ударами молотка. Сварку возобновляют после остывания металла до 50-60°. Наплавленный металл может обрабатываться твердосплавным инструментом.
Сварка медно-железными электродами ОЗЧ-1. Эти электроды с фтористо-кальциевым покрытием, содержащим железный порошок, применяют для сварки и наплавки чугуна без подогрева.
Стержень электрода выполнен из меди М-2 и М-3. В отдельных случаях при повышенных требованиях к чистоте поверхности после обработки и плотности сварного соединения электроды ОЗЧ-1 применяют в сочетании с электродами МНЧ-1 (см. ниже), которыми свариваются первые два или один последний слои шва.
Электроды ОЗЧ-1 допускают сварку в нижнем и вертикальном и полупотолочном положении.
Применяется постоянный ток обратной полярности при диаметре электрода: 3 мм - 90-110 A; 4 мм - 120-140 А, 5 мм - 160-190 А.
Сварку ведут предельно короткой дугой, участками по 30-60 мм, проковывая каждый участок сразу же после обрыва дуги и возобновляя сварку после охлаждения наплавки до 50-60 "С. Сварное соединение допускает обработку твердосплавным инструментом.
Сварка медно-никелевыми электродами МНЧ-1. Эти электроды с фтористо-кальциевым покрытием имеют проволоку из сплава НМЖМц (монель-металл) на основе меди.
Применяются для сварки и наплавки чугуна без подогрева, в сочетании с электродами ОЗЧ-1 (для сварки первого, обеспечивающего плотность, и последнего, обрабатываемого, швов). Сварку ведут так же, как и электродами ОЗЧ-1, на тех же режимах, короткими участками с проковкой металла шва. Наплавленный слой хорошо обрабатывается.
3. Задача. Объясните, что такое сталь и чугун? В чем их отличие?
Сталь и чугун относятся к железоуглеродистым сплавам. Это сплавы, в состав которых входит железо и углерод, а также другие элементы (кремний, марганец, сера, фосфор, легирующие элементы).
Различие этих сплавов в количестве углерода. Если в сплаве содержание углерода до 2,14%, то это сталь; если более 2,14% углерода, то это чугун.
ГЛАВА 3
ПЕРЕЧЕНЬ ПРИМЕРНЫХ ДОПОЛНИТЕЛЬНЫХ ВОПРОСОВ, ПРЕДЛАГАЕМЫХ НА ЭКЗАМЕНЕ
1. Назвать источники питания, их классификацию, преимущества и недостатки.
2. Устройство и регулировка трансформатора.
3. Устройство ацетиленового генератора.
4. Регулировка давления в ацетиленовом генераторе.
5. Устройство горелки.
6. Что такое «инжектор»? Объясните принцип его работы.
7. В чем отличие инжекторных горелок от безынжекторных?
8. Как проверить работу инжектора горелки?
9. Принцип работы газового редуктора.
10. Как отличить по внешним признакам редуктор для кислорода и ацетилена?
11. Требования техники безопасности при работе с генератором, горелкой, редуктором.
12. Можно ли, глядя на редуктор, определить давление в газовом баллоне?
13. Техника безопасности при работе с баллонами и цвета, в которые окрашивают баллоны для газов.
14. Почему при эксплуатации баллона газ используют не весь, а оставляют в нем остаточное давление?
15. Назначение покрытия на электроде.
16. Виды покрытия, их состав, преимущества и недостатки, обозначение.
17. Назначение непокрытых электродов.
18. Назначение флюсов.
19. Назвать самый распространенный флюс, используемый в практике.
20. Назначение защитных газов и их классификация
21. Что значит выбрать режим сварки?
22. Перечислить основные параметры режима сварки.
23. Перечислить дополнительные режимы сварки.
24. Какая зависимость существует между силой тока и положением в пространстве?
25. Какая зависимость существует между силой тока и напряжением?
26. Что называется магнитным дутьем? Как его избежать?
27. Назовите способы выполнения вертикальных швов. Какой наиболее часто применяется и почему?
28. Назначение зазора при сварке.
29. Правила выбора электродов при многослойной сварке.
30. Назначение корневого шва и правило его выполнения.
31. Показать положение электрода при выполнении сварочного шва в нижнем положении.
32. Назвать угол наклона электрода при выполнении сварки в различных пространственных положениях.
33. В чем заключается обратноступенчатый способ сварки? Нарисовать его схему.
34. Способы сварки швов длиной 250 мм. Нарисовать схему.
35. Способы сварки швов длиной 1000 мм. Нарисовать схему.
36. Как сварить изделие, сварочный шов которого больше метра? Нарисовать схему.
37. Перечислить способы заполнения шва по сечению, их назначение.
38. Последовательность включения сварочной горелки.
39. Назвать размеры используемого карбида кальция, дать обоснования своему ответу.
40. Перечислить причины возникновения деформаций при сварке.
41. Определение деформации.
42. Виды деформаций.
43. Назвать способы борьбы с деформациями.
44. Что такое «катет» сварочного шва?
45. Показать последовательность выполнения углового шва.
46. Зачем простукивают металл в околошовной зоне после сварки?
47. Что такое «свариваемость металла» и чем она определяется?
48. Влияние углерода на свариваемость металла.
49. Влияние серы и фосфора на качество сварного шва.
50. Режимы газовой сварки.
51. По каким параметрам выбирается диаметр присадочной проволоки и требования к ней?
52. Перечислить высокопроизводительные способы сварки.
53.Что называется сталью и чугуном?
54. Назвать способы сварки цветных металлов.
55. Перечислите условия разрезаемости металла.
56. Основные характеристики подогревающего пламени.
57. Основные характеристики режущего пламени.
58. Назовите виды пламени и структуру пламени.
59. Какой зоной пламени ведут сварку, почему?
60. Почему для газовой сварки наиболее широкое применение нашел ацетилен?
61. Перечислить методы контроля сварных швов.
62. В чем заключается метод керосиновых проб?
63. В чем отличие гидравлического способа испытания качества швов от способа давлением?
64. Перечислить способы сварки труб. От каких параметров они зависят?
65. Нарисовать схему поворотных способов сварки труб.
66. Нарисовать схему неповоротного способа сварки труб.
67. Сколько слоев шва выполняют при дуговой и газовой сварке труб?
68. Что такое «прихватки» и зачем они нужны?
69. Последовательность сварки ферм.
70. Нарисовать виды колебательных движений и объяснить их назначение.
Приложение 1
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 759; Нарушение авторских прав?; Мы поможем в написании вашей работы!