КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Поэлементный техпроцесс обработки детали
|
|
|
|
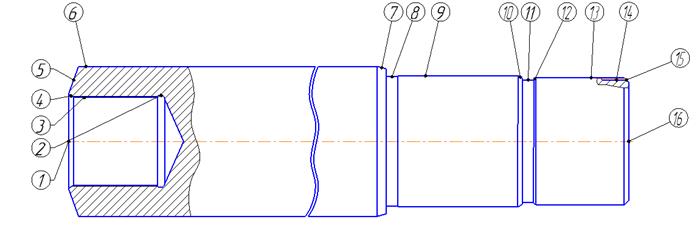
Рисунок 2- Эскиз обрабатываемых поверхностей
Операция 005 –Фрезерно-центровальная
01.Установить и закрепить заготовку.
02.Фрезеровать торцы 1 и 16.
03.Центровать торцы 1 и 16.
04.Снять деталь, контролировать размеры и параметры.
Операция 010–Токарная с ЧПУ
01.Установить и закрепить заготовку.
02.Точить поверхность 5 и 6начерно.
03.Сверлить отверстие 3.
04.Расточить отверстие 3, снять фаски 4.
05.Расточить канавку 2.
06.Нарезать резьбу 3.
07.Снять деталь, контролировать размеры и параметры.
Операция 015– Токарная с ЧПУ
01.Установить и закрепить заготовку.
02.Точить фаску 15, поверхность13, 9, фаску 7 начерно.
03.Точить поверхность 9, 13 начисто.
04.Точить канавку 11, 8.
05.Нарезать резьбу на поверхности 13.
06.Снять деталь, контролировать размеры и параметры.
Операция 020- Вертикально-фрезерная
01.Установить и закрепить заготовку.
02.Фрезеровать паз 14.
03. Снять деталь, контролировать размеры и параметры.
Операция 025 - Слесарная
01.Зачистить острые кромки и заусенцы.
Операция 030 - Контрольная
01.Контролировать размеры.
Операция 035 – Термическая
01. Покрытие поверхности Хтв. 24ГОСТ 9.306-85.
Операция 040- Шлифовальная
01.Установить и закрепить заготовку.
02.Шлифовать поверхность 6.
03.Снять деталь, контролировать размеры и параметры.
Операция 045- Шлифовальная
01.Установить и закрепить заготовку.
02.Шлифовать поверхность 9.
03.Шлифовать поверхность 7 и 10.
04.Снять деталь, контролировать размеры и параметры.
Операция 050 –Токарно-винторезная
01.Установить и закрепить заготовку.
02.Полировать поверхность 6.
03.Снять деталь, контролировать размеры и параметры.
Операция 055- Слесарная
01.Зачистить острые кромки и заусенцы.
Операция 060- Моечная
01.Промыть деталь.
Операция 065 - Контрольная
01.Контролировать размеры.
2.7 Определение операционных припусков и размеров на одну поверхность Ø70h9 аналитическим методом, на остальные табличным
Наружный диаметр Ø70h9( )должна быть обработана по 9квалитету и шероховатости Ra1,6.
)должна быть обработана по 9квалитету и шероховатости Ra1,6.
Порядок обработки:
1)черновое точение
Суммарное значение пространственных отклонений для первой операции определяется по формуле:
ρ=  (8)
(8)
где ρк- общая кривизна заготовки, мкм
ρк=  /16, т.1, стр.187/
/16, т.1, стр.187/
ρк- удельное значение кривизны, мкм/мм, ρк=0,75 мкм/мм/16, т.1, стр.186/
ρк=  =32 мкм
=32 мкм
 =0,25
=0,25  18.5 мм
18.5 мм
ρ0=  =18500 мкм
=18500 мкм
ρ1=ρ0 ·0,05=18500·0,05=925 мкм
ρ2=ρ1 ·0,04=32·0,04=0,74 мкм
Т.к. значение ρ1и ρ2мало, то принимаем равным нулю.
Погрешность установки определяется по формуле:
Еу=  (9)
(9)
где Еб- погрешность базирования, мкм;
Еб1=0 мкм;
Еб2=0 мкм;
Еу- погрешность установки, мкм;
Еу=0 мкм; /16, т.1, стр.42/
Таблица 5- Аналитический метод определения припусков
| Методы обработки поверх ности | Ряд точности, Квали тет | Параметр Шероховатости | Предел. откло-нения | Допуск Размера | Расчетные величины | |||
| Высота микронеровнос ТейPz,мкм | Глубина дефект ного слоя, h,мкм | Сумма простр.отклоненийρ,мкм | Погреш ность установки | |||||
| Заготовка-штампов Ка | 3Т | Rz400 |

| 3200 | 250 | 300 | 3200 | - |
| Черновое точение | h12 | Ra 6,3 |

| 300 | 50 | 50 | 330 | 0 |
| Чистовое точение | h10 | Ra 3,2 |

| 120 | 25 | 25 | 184 | 0 |
| Шлифование | h9 | Ra1,6 |

| 74 | 10 | 20 | 158 | 0 |
Величина расчетного припуска для первой операции определяется по формуле2Zip=2(Rzi-1-+hi-1+  +eii-1 (10)
+eii-1 (10)
Для последующих операций:
2Zip=2(Rzi-1-+hi-1+  +ITi-1 (11)
+ITi-1 (11)
где 2Zip- общий расчетный припуск для данной операции, мкм;
Rzi-1- высота микронеровностей, оставшихся от предыдущих операций, мкм;
hi-1 - глубина дефектного слоя, оставшегося от предыдущей операции или перехода, мкм;
Eyi - погрешность установки заготовки на данной операции, мкм;
ρi-1-суммарное значение пространственных отклонений, оставшихся от предыдущей операции или перехода, мкм;
eii-1 - нижнее предельное отклонение вала после предыдущей операции, мкм;
ITi-1- допуск размера после предшествующей операции, мкм
I. Припуск на черновое точение
2Z1p=2(R0-+h0+  +ei0=2(250+300+447)+1100=3094=3 мм
+ei0=2(250+300+447)+1100=3094=3 мм
II. Припуск на чистовое точение
2Z2p=2(R1+h1+  +IT1 =2(50+50+22)+300=544=0,5 мм
+IT1 =2(50+50+22)+300=544=0,5 мм
III.Припуск на шлифовние
2Z3p=2(R2+h2+ +IT2=2(25+25)+120=220=0,2мм
Для удобства определения промежуточных размеров результаты расчетов сведены в таблицу 6.
Таблица 6-Результаты расчетов
| Наим. припуска и размера | Условное обозначение | Расчетное значение | Принятые значения |
| Размер поверхности по чертежу | d3 | Ø70h9()
| |
| Исходныйразмер | dисх | Ø69,926 | |
| Припуск на шлифовании | 2Z3Р | 0,2 | |
| Размер после чистового точения | d2 | Ø70,126 |
Ø70,2h10()
|
| Припуск на чистовое точение | 2Z2Р | 0,5 | |
| Размер после чернового точение | d1 | Ø70,626 |
Ø70,7h12()
|
| Припуск на черновое точение | 2Z1Р | 3 | |
| Размер заготовки | Dз | Ø73,626 | Ø76,5( ) )
|
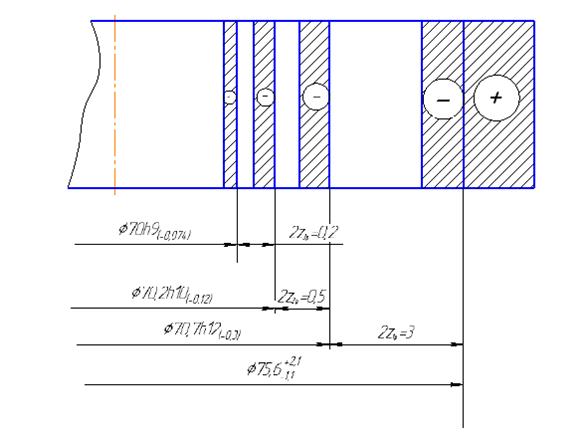
Рисунок 3 - Схема графического расположения припусков и допусков на обработку поверхности Ø70h9().
Таблица 7- Припуски и размеры на обработку
| Размер | Метод обработки | Параметр шерох-ти, Ra, мкм | Квалитет | Припуск 2Zmin | Промежуточный размер |
Æ80f9( ) )
| Заготовка Точение черн Точение чист Шлифование Полирование | Rz400 Ra6,3 Ra3,2 Ra 0,8 Ra 0,1 | 3Т h12 h8 f9 f9 | 3 0,5 0,2 0,1 | Ø86,5()
Ø83,6h10( )
Ø80,6h9( )
Ø80,6h9( )
Ø80,1f9 ()
Ø80f9 () )
Ø80,1f9 ()
Ø80f9 ()
|
| М48x2-6H | Сверлить отвØ24 Расточить отв до Ø45,835 Нарезать резьбу | Ra 12,5 Ra 6,3 | H14 H14 | 5 | Ø24
Ø45,835()
M48x2-6H( ) )
|
| М68x3-6g | Точение черновое Точение чистовое Нарезать резьбу | Ra 12,5 Ra 6,3 Ra 6,3 | h14 h9 | 6 | Ø62()
Ø65()
M68x3-6g( ) )
|
Остальные поверхности обрабатываются однократно.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 1314; Нарушение авторских прав?; Мы поможем в написании вашей работы!