КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
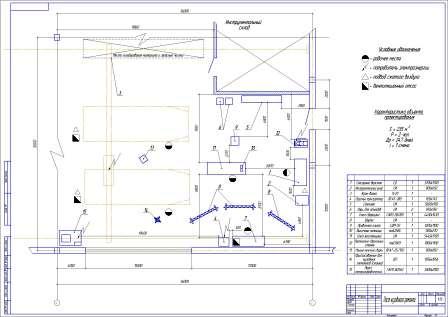
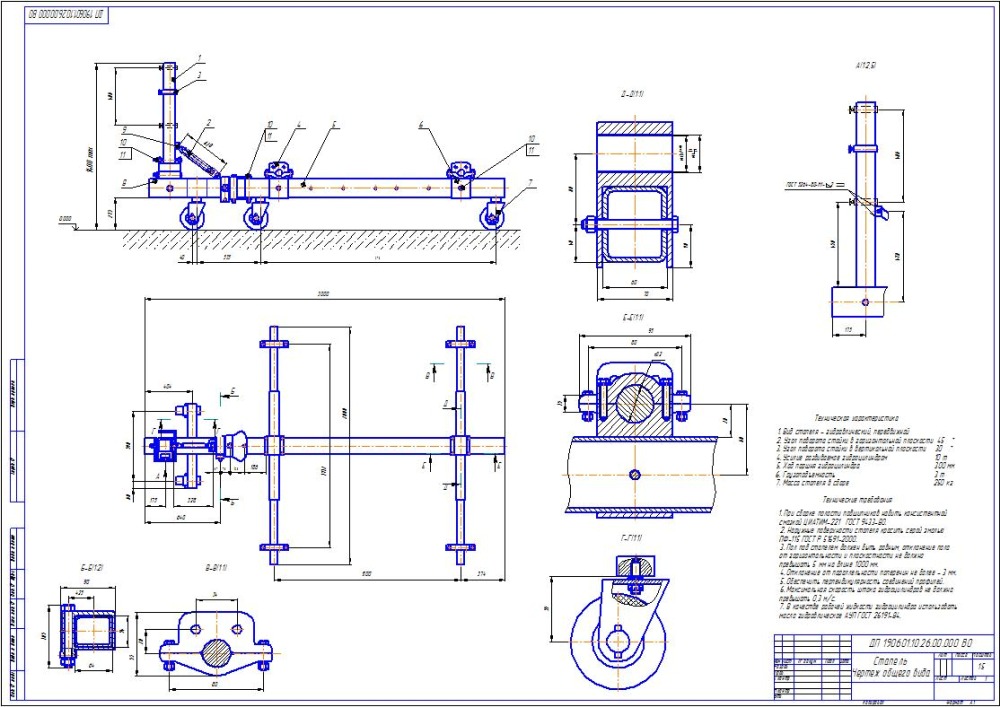
Стапель для ремонта кузова автомобиля
|
|
|
|
Пост
568 ∙ 2 ∙ 0,9
где ∑Тгто – годовая трудоемкость постовых работ зоны (ТО-1 или ТО-2), чел.-ч,
(принимается по результатам расчетов годовой трудоемкости ТО-1 или ТО-2 подраздела 2.5 пояснительной записки);
КН – коэффициент неравномерности загрузки постов (принимается по Приложению Методических указаний);
Nгто – годовая программа по ТО-1 или ТО-2, обслуживаний (см. расчеты);
Р – численность одновременно работающих на посту (принимается по приложению Методических указаний);
КИ – коэффициент использования рабочего времени поста (принимается по приложению Методических указаний);
t – время установки автомобиля на пост и съезд с поста (1…3 мин).
Ритм производства рассчитывается по формуле:
R‗ t СМ ∙ ССМ ∙ 60, мин; (3.3)
NСМТО
R‗ 8 ∙ 1 ∙ 60, =680 мин;
где tСМ – продолжительность работы зоны ТО за одну смену, ч (принимается: 8 часов при 5-дневной рабочей неделе и 7 часов – при 6-дневной);
ССМ – число смен (принимается в соответствии с выбором режима работы производственных подразделений согласно расчетов п.3.4);
NСМТО – сменная программа ТО-2, обслуживаний.
2. Количество линий ТО-1 или ТО-2 рассчитывается по формуле (при организации производственного процесса поточным методом): (Не применяется)
Нл ‗ _ r_, (3.4)
R
где r – такт линии, т.е. время между очередным перемещением автомобиля с
Поста на пост, мин;
R – ритм производства, т.е. время одного обслуживания, мин.
Такт линии рассчитывается по формуле:
r‗ ∑Тгто ∙ 60 + L + а, мин; (3.5)
Nгто ∙ Р ∙ н Y
где ∑Тгто – годовая трудоемкость постовых работ зоны ТО-1 или ТО-2, чел.-ч
(принимается по результатам расчетов годовой трудоемкости);
Nгто – годовая программа по ТО-1 или ТО-2, обслуживаний;
Р – число одновременно работающих на посту (принимается по Приложению
Методических указаний);
н – число постов на поточной линии (для зон ТО = 3…5);
L – габаритная длина автомобиля (автопоезда), м;
а – интервал между автомобилями, м (1,2…2,0 м);
Y – скорость конвейера, м/мин (10…15 м/мин).
Ритм производства рассчитывается по формуле:
R‗ tсм ∙ Ссм ∙ 60, мин; (3.6)
Nсм
где tсм – продолжительность работы зоны То- или ТО-2 за одну смену (8 часов
При 5-дневной рабочей неделе, 7 часов – при 6-дневной);
Ссм – число смен (принимается в соответствии с выбором режима работы
Зоны ТО-1 или ТО-2, согласно п. 3.4);
Nсм – сменная программа зоны ТО- или ТО-2, обслуживаний.
3. Расчет количества линий зоны ЕО производится по формуле:
Рл = r/R, (3.7)
Рл = 12 / 12 = 1 (1 пост)
где r – такт линии, т.е. время между очередным перемещением автомобиля с
Поста на пост, мин;
R – ритм производства, т.е. время одного обслуживания, мин.
Такт линии ЕО рассчитывается по формуле:
r= 60 / N, мин; (3.8)
r = 60 / 5 = 12 мин;
где N – производительность моечной установки, авт./ч.
Ритм производства зоны ЕО рассчитывается по формуле:
R‗ tсм ∙ Ссм ∙ 60, мин; (3.9)
Nсмео
R‗ 8 ∙ 1 ∙ 60 = 10 мин;
где tсм – продолжительность работы зоны ЕО за одну смену (8 часов при 5-дневнойрабочей неделе, 7 часов – при 6-дневной);
Ссм – число смен (принимается в соответствии с выбором режима работы,
п.3.4);
Nсмео – сменная программа по ЕО, обслуживаний.
4. Расчет количества постов зон ТРпроизводится по единой формуле:
Р ‗ __ ___Тг ∙ Кн_____, (3.10)
Др ∙ tсм ∙ Ссм ∙ Р ∙ Ки
Р ‗ __ ___5 058 ∙ 0.8_____
где Тг – годовая трудоемкость постовых работ в зоне ТР или годовая трудоемкость общей или поэлементной диагностики чел.-ч;
Др – число рабочих дней в году зоны ТР или Д-1, Д-2 за одну смену (принимается по данным п.3.4);
tсм – продолжительность работы зоны ТР или Д-1, Д-2 за одну смену (принимается по данным п.3.4);
Ссм – число смен в сутки (принимается по данным п.3.4);
Р – численность одновременно работающих на посту (принимается по Приложению 14 Методических указаний);
Кн – коэффициент неравномерности загрузки постов (принимается по Приложению 13 Методических указаний);
Ки – коэффициент использования рабочего времени поста (принимается по Приложению 13 Методических указаний).
Резервное количество постов (постов подпора или ожидания) зоны текущего ремонта рассчитывается по формуле:
През = (К – 1) ∙ п, (3.11)
През = (1.2 – 1) ∙ 3 = 0.6(1) пост
где К – коэффициент, учитывающий неравномерность поступления автомобилей в зону ТР (для крупных АТП К = 1,2, для небольших АТП К = 1,5).
3.6.РАСПРЕДЕЛЕНИЕ ИСПОЛНИТЕЛЕЙ РАБОТ ПО
СПЕЦИАЛЬНОСТЯМ И КВАЛИФИКАЦИИ
Общее количество исполнителей работ на объекте проектирования, полученное расчетным путем в п. 2.6, необходимо распределить по специальностям (видам работ) и по квалификации.
В проектах по зонам технического обслуживания, количество исполнителей для каждого вида работ определяется с учетом примерного распределения общего объема работ по ТО-1 или ТО-2 (см. Приложение 3 Методических указаний). Результаты расчета и принятое количество исполнителей работ различных специальностей с учетом возможного совмещения профессий представляется в виде таблицы.
Таблица 3.1
Распределение исполнителей работ в зоне ТО-2 по специальностями квалификации
| Виды работ | Распределение трудоемкости | Количество исполнителей | Разряд (квалифи- кация) | ||
| % | чел.-ч | расчетное | принятое | ||
| Диагностические | |||||
| Крепежные | |||||
| Регулировочные | |||||
| Электротехнические | |||||
| По системе питания | |||||
| Шинные | |||||
| Смазочные, заправочные, очистительные | |||||
| ИТОГО |
В проектах по зоне текущего ремонта (ТР), количество исполнителей работ для отдельных видов работ определяется с учетом распределения постовых работ ТР (см. Приложение 3 Методических указаний). Результаты расчета и принятое количество исполнителей с учетом их возможного совмещения представляется в виде таблицы.
Таблица 3.2
Распределение исполнителей в зоне ТР по специальностям
и квалификации
| Виды работ | Распределение трудоемкости | Количество исполнителей | Разряд (квалифи- кация) | ||
| % | чел.-ч | расчетное | принятое | ||
| Диагностические | |||||
| Регулировочные | |||||
| Разборочно-сборочные | |||||
| Сварочно-жестяницкие | |||||
| ИТОГО |
3.7. ПОДБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
К технологическому оборудованию относят стационарные, передвижные и переносные стенды, станки, приборы и приспособления. В большинстве случаев оборудование, необходимое по технологическому процессу для проведения работ на постах зон ТО, ТР, диагностирования, а также на участках и цехах АТП, принимается в соответствии с технологической необходимостью выполняемых с его помощью работ. Номенклатура и количество технологического оборудования производственных участков АТП должны приниматься по «Табелю технологического оборудования и специализированного инструмента для АТП» и по таблицам, приведенным в / 4 /.
Кроме того, для проектируемого участка АТП необходимо подобрать технологическую оснастку, в которую входят различные инструменты и приспособления, необходимые для производства работ (ключи для разборки-сборки агрегата, молотки, щупы для регулировки зазоров в сочленениях и т.д.). А также следует подобрать организационную оснастку (столы, верстаки, шкафы для хранения, урны для обтирочных материалов и т.д.).
Принятое технологическое оборудование, технологическая и организационная оснастка сводятся в таблицы по прилагаемым формам.
Таблица 3.3
Технологическое оборудование
| Наименование | Тип или модель | Габаритные размеры, мм | Кккккк Количество |
| Стапель для кузовных работ TS-30 | TS-30 | 5200х2070 | |
| Стапель для кузовных работ | SIVER B-210 | 7000х3070 | |
| Верстак слесарный | 1650×1600×1600 |
Таблица 3.4
Технологическая оснастка
| Наименование | Модель или тип | Количество |
| Кран-балка | НС-12111 | |
| Подъемник | П133 |
Таблица 3.5
Организационная оснастка
| Наименование | Тип или модель | Габаритные размеры, мм | Количество |
| Ларь для обтирочных материалов | 800×400×60 | ||
| Ларь для отходов | 800×400×60 | ||
| Ларь для обтирочных материалов | 800×400×60 | ||
| Ящик с песком | 500×400 |
3.8.РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПЛОЩАДИ
Расчёт площади участка по текущему ремонту кабины икузова автомобиля МАЗ-5550 рассчитывается по формуле:
Fцеха = fоборуд. ∙ Кп, м2; (3.12)
Fцеха = 20 ∙ 3 = 60 м2;
где fоборуд. – суммарная площадь горизонтальной проекции технологического оборудования и организационной оснастки, м2;
Кп – коэффициент плотности расстановки оборудования.
Суммарная площадь оборудования принимается по данным таблиц 3.3 и 3.5, а коэффициент плотности расстановки оборудования – по таблице 3.6.
Площадь зон ТО, ТР и диагностики (Д-1 или Д-2) рассчитывается по формуле (при организации ТО на тупиковых универсальных или специализированных постах):
Fзоны = (fавтом. ∙ п + fоборуд.) ∙ Кп, м2; (3.13)
где fавтом. – площадь автомобиля в плане, м2;
п – количество постов (по расчетам);
fоборуд. – суммарная площадь оборудования зоны, м2;
Кп – коэффициент плотности расстановки оборудования.
При поточном методе технического обслуживания площадь зоны ТО рассчитывается по формуле:
Fзоны = Л ∙ В, м2; (3.14)
где Л – длина зоны ТО, м;
В – ширина зоны ТО, м.
Длина зоны ТО рассчитывается по формуле:
Л = Lлинии + 2 ∙ а1, м; (3.15)
где Lлинии – рабочая длина линии ТО, м;
а1 – расстояние от автомобиля до наружных ворот (1,2 … 2,0 м).
Рабочая длина линии ТО рассчитывается по формуле:
Lл = fавт. ∙ п + а ∙ (п – 1), м; (3.16)
где fавт. – габаритная длина автомобиля, м;
п – число постов;
а – расстояние между автомобилями (1,5 … 2,0 м), м.
Окончательно площадь зон ТО и ТР и постов диагностики обычно корректируется и устанавливается с учетом того, что при строительстве широко используются унифицированные типовые секции и пролеты, а также типовые конструкции и детали, изготовленные серийно заводами стройматериалов.
Производственные здания выполняются с сеткой колонн, имеющих одинаковый для всего здания шаг, равный 6 или 12 м; одинаковый размер пролетов с модулем 6 м (6, 12, 18, 24, 30, 36, 42, 48 м).
Окончательно принимаемая площадь проектируемого участка (зоны ТО или ТР) должна быть уточнена по размерам согласно «Типовых проектов организации труда на производственных участках АТП» / 4 /.
Отступление от расчетной площади при проектировании любого производственного помещения АТП допускается в пределах ±20% для помещений площадью до 100 м2 и ±10% - для помещений свыше 100 м2.
Таблица 3.6
Коэффициенты плотности расстановки оборудования
| Наименование | Значение Кп |
| Зоны технического обслуживания и ремонта | 4 – 5 |
| Кузнечно-рессорный, деревообрабатывающий участки | 4,5 – 5,5 |
| Сварочный, жестяницкий, арматурный участки | 4 – 5 |
| Моторный, агрегатный, шиномонтажный, вулканизационный, малярный участок, участок ОГМ | 3,5 – 4,5 |
| Слесарно-механический, медницкий, аккумуляторный, электротехнический, карбюраторный, обойный участки | 3 – 4 |
| Для всех остальных участков | 3 – 4 |
Участок по техническому обслуживанию текущему ремонтукузовного кабины и кузова автомобиля МАЗ-5550
4.ТЕХНОЛОГИЧЕСКАЯ КАРТА
Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и систем составляются различные технологические карты. На их основе определяются объемы работ по техническим воздействиям, а также производится распределение работ (операций) между исполнителями.
Любая технологическая карта является руководящей инструкцией для каждого исполнителя и кроме того, служит документом для технического контроля выполнения обслуживания или ремонта автомобиля и его агрегатов и узлов.
В технологических картах указывают перечень операций, место их выполнения, применяемое оборудование и инструмент, норму времени на операцию, краткие технические условия на выполнение работ.
Формулировка операций и переходов должна указываться в строгой технологической последовательности, кратко, в повелительном наклонении (например: «установить автомобиль на пост, открыть капот» или «отвернуть болты крепления поддона картера ДВС, снять поддон» и т.д.).
В соответствии с индивидуальным заданием необходимо разработать технологический процесс ТО, ТР автомобиля (агрегата), либо одну из операций по этим воздействиям.
Технологический процесс ТО и диагностики оформляется в виде операционно-технологической или постовой технологической карты и выполняется по форме, указанной в Приложении 8 методических указаний.
Технологический процесс ТР топливной аппаратуры, разборочно-сборочные, вулканизационные, шинные, аккумуляторные, сварочные и другие работы выполняются по форме, указанной в Приложении 8 методических указаний.
| МУ-200-РСФСР-12-0139-81 Форма 1 | ||||||
| Операционно-технологическая карта ТР автомобиля__МАЗ -5500_____. (вид обслуживания) (модель, марка) Общая трудоёмкость ТР чел.-ч 2__________. (вид обслуживания). Технологическая карта № 1. Кабина автомобиля МАЗ 5500 (наименование агрегата, системы или вида работ) Трудоёмкость 360 (чел.-мин) | ||||||
| Номер операции | Наименование и содержание операции | Место выполнения операции | Количество мест (точек) | Трудоёмкость чел.-ч | Приборы, инструмент, приспособления (модель, тип) | Технические требования и условия |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями | Стапель | 40мин | Кисти, распылители | Соблюдать технологию высыхания | ||
| Вмятины в труднодоступных местах | Стапель. | 40 мин | Молотки; киянки; оправки (ложки) | В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией. | ||
| Правка аварийных кузовов и кабин выполняют | Стапель. | 40 мин | Рабочие цилиндры кузов; расчалочное приспособление; подставка | Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверломдиаметром 8 мм.Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5...2,5 мм, горелками ВСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной В,5... 1,5 мм) и № 2 (для листов 1,0...2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Л + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла ивою форму, вначале производят сварку в отдельных точках с интервалом 10... 30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине. | ||
| Правка перекосов и перегибов | Стапель. | 40 мин | Оправка для вытягивания вогнутых деталей; самозакрепляющиеся гидравлические зажимы; оправка с зубцами для захвата выпрямляемой панели; насос; двойной захват; натяжной цилиндр с вытягивающим устройством; натяжной цилиндр с захватами; правильное устройство | Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль за процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием. | ||
| Стеклоподъемники | Стапель. | 40 мин | Набор инструмента | При дефектации выбраковываются: детали с обломами; пружины, потерявшие упругость; обоймы с изношенными стеклами, не поддающимися обжатию; заклепки, не поддающиеся подтяжке; поврежденные резиновые уплотнители и другие детали с износами на поверхностях, влияющими на нормальную работу механизма. Трещины на деталях устраняют заваркой с последующей зачисткой сварочных швов, погнутость деталей — правкой в холодном состоянии. | ||
| Замки дверей, петли | Стапель. | 40 мин | Набор инструмента | Трещины в корпусе замка заваривают. Обломанные винты в резьбовых отверстиях удаляют. Поврежденную резьбу в отверстии заваривают, зачищают место сварки заподлицо с основным металлом, сверлят отверстие и нарезают резьбу в соответствии с размером на рабочем чертеже. Незначительные налеты коррозии на поверхностях деталей очищают шабером или шлифовальной бумагой и смывают керосином. Трещины и износ отверстий устраняют заваркой с последующей механической обработкой. Изношенные отверстия под ось петли развертывают под ремонтный размер, а погнутость петли устраняют правкой. | ||
| Деревянные детали платформы и кузова | Стапель. | 40 мин | Набор инструмента | Деревянные детали платформы кузова ремонтируют наращиванием их по длине или заменой негодных досок. Доски или бруски разрезают на заготовки определенных размеров, строгают со всех сторон, торцуют концы, нарезают проушины, пазы, сверлят отверстия и т. п. Для склеивания деревянных деталей применяют фенолформальдегидные клеи типа ВИАМБ-3 и казеиновый. Последовательность выполнения работ: поверхность, предназначенную для склеивания, обрабатывают так, чтобы детали плотно прилегали друг к другу и обеспечивали получение равномерной по толщине клеевой пленки; клей наносят кистью на склеиваемые поверхности (время выдержки на воздухе для клея ВИАМБ-3 составляет 4... 15 мин); сборка выдержка деталей под давлением 0,2...0,3 МПа при температуре 16...20°С в течение 5 ч; отверстия из-под выпавших сучков, болтов, шурупов заделывают деревянными цилиндрическими вставками из той же породы дерева, что и ремонтируемая деталь на клею, а трещины заполняют мастиками, шпаклевкой по дереву,смоляным клеем или же постановкой на клею деревянных вставок, плотно подогнанных по месту разделанной трещины. | ||
| Обшивка | Стапель. | 40 мин | Набор инструмента | Обшивку текстильных материалов или кожзаменителей при ремонте легковых автомобилей заменяют новой, так как в процессе эксплуатации материал стареет, теряет эластичность и другие физико-механические свойства. | ||
| Стекла кабин и кузовов | Стапель. | 40мин | Набор инструмента | Стекло, подлежащее восстановлению, очищают от грязи, пыли и жировых загрязнений. Отмеченные мелом участки стекла шлифуют войлочной обивкой круга на которую наносят слой пасты, представляющей собой водный раствор пемзы, с частотой вращения круга 300...400 мин-' до полного выведения рисок, царапин и следов помутнения. Затем со стекла смывают остатки пасты. Полируют стекло водным раствором крокуса или полирита с частотой вращения круга 700...800 мин-' до получения необходимой прозрачности. После обработки стеклообезжиривают. |
5.ОХРАНА ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ
Целью данного раздела курсового проекта является разработка мероприятий по созданию на объекте проектирования условий, отвечающих требованиям Правил по охране труда, технике безопасности и окружающей среды, принятых на автомобильном транспорте.
5.1.ОБЩАЯ ХАРАКТЕРИСТИКА ОРГАНИЗАЦИИ РАБОТЫ
ПО ОХРАНЕ ТРУДА
На предприятиях и в организациях транспорта работа по охране труда основывается на Федеральном законе «Об основах охраны труда в Российской Федерации». В нем установлены гарантии прав работников на охрану труда и обеспечение, условий отвечающих требованиям сохранения их жизни и здоровья в процессе трудовой деятельности.
В организациях транспорта ответственность за соблюдение правил охраны труда несет руководитель, он должен знать требования санитарного законодательства и обязан обеспечить:
- безопасную эксплуатацию производственных зданий, сооружений и оборудования, безопасность технологических процессов, а также применение средств коллективной и индивидуальной защиты;
- режим труда и отдыха, установленные законодательством;
- разработку и выполнение мероприятий по охране труда;
- проведение предварительного и периодических осмотров в соответствии с законодательством;
- снабжение работников специальной одеждой, обувью и другими средствами индивидуальной защиты, а также их своевременную чистку, стирку и ремонт;
- возмещение вреда, причиненного здоровью работников, вследствие неблагоприятных и опасных условий труда;
Руководство организации должно вовлекать рядовых работников в работу по охране труда, проводить консультации с ними по принимаемым мерам, направленным на снижение травматизма и аварийности, по вопросам внедрения новых технологий и др.
Работник транспорта в соответствии с нормативными положениями по охране труда имеет право:
- на рабочее место, защищенное от воздействия вредных или опасных производственных факторов;
- обязательное социальное страхование от несчастных случаев на производстве и профессиональных заболеваний;
- обеспечение средствами коллективной и индивидуальной защиты;
- обучение безопасным методам и приемам труда за счет средств работодателя;
- обращение с жалобой в соответствующие органы государственной власти и профессиональные союзы в связи с неудовлетворительными условиями труда;
- установленные законодательством компенсации за тяжелую работу и работу с вредными или опасными условиями труда.
Существуют обязанности работника в области охраны труда. Работник обязан соблюдать требования охраны труда, правильно применять средства индивидуальной защиты, проходить обучение безопасным методам и приемам выполнения работ,
5.2.ОСНОВНЫЕ ПРОИЗВОДСТВЕННЫЕ ВРЕДНОСТИ
С учетом протекающих на объекте проектирования технологических процессов, необходимо указать наиболее вероятные вредные вещества и их предельные концентрации (ПДК). Здесь же следует привести перечень организационно-технических мероприятий по их снижению, включая и выбор средств индивидуальной защиты. Разработанный материал по этому разделу рекомендуется свести в предлагаемую таблицу 5.1
Таблица 5.1
Основные производственные вредности
| Основные производственные вредности | Места возникновения | Средства защиты | ПДК |
| Низкочастотный шум | При работе ДВС | Беруши, наушники | Не более 90 дБ |
| Повышенная влажность воздуха | Зона рабочего поста | Установка вентиляции | Не более 75-80% |
| Падение в осмотровую канаву | Зона рабочего поста | Установка пере- ходных мостков | ___ |
| Масла минеральные | Замена масла | Вентиляция | |
| Пары бензина | ТР автомобиля | Вентиляция | |
| Выхлопные газы (СО) | Установка на посту | Вентиляция | |
| Запылённость | Текущий ремонт | Вентиляция | |
| Повышенный уровень шума | Работа ДВС | Наушники | - |
| Пониженная температура | При открывании дверей зимой | Тепловая пушка | 16 С |
| Поражение электротоком | Эл/инструмент | Изоляция | - |
| Наезд на исполнителя работ на посту ТР | У-ка автомобиля | Сигнализация | - |
5.3.ОПТИМАЛЬНЫЕ МЕТЕОРОЛОГИЧЕСКИЕ УСЛОВИЯ
В различных помещениях СТО относительная влажность воздуха может существенно различаться. Например, в моечном отделении она может достигать 90—95 %, а в холодный период года даже 100 % (туманообразование). В горячих цехах может быть низкая относительная влажность 25—30 %, в сушильных камерах — 5—10 %.
Повышенная влажность воздуха приводит к нарушению терморегуляции организма человека (уменьшается отдача тепла за счет испарения пота), к его перегреванию при высокой температуре воздуха, ухудшает состояние и работоспособность.
Низкая относительная влажность воздуха приводит к ускорению отдачи тепла организмом человека за счет испарения пота, что неблагоприятно при низких температурах воздуха. Кроме того, понижение относительной влажности воздуха до 20 % вызывает неприятное ощущение сухости слизистых оболочек верхних дыхательных путей.
Движение воздуха внутри производственных помещений вызывается естественной и механической вентиляцией, неравномерным нагревом воздушных масс, возникновением конвекционных воздушных потоков и за счет возмущения воздушных потоков движущимися и вращающимися деталями.
Скорость движения воздуха в зависимости от температуры может оказывать различное влияние на организм человека. При высокой температуре воздуха его движение способствует сохранению хорошего самочувствия, улучшается отдача тепла организма посредством конвекции. В то же время большая скорость движения воздуха, особенно в холодный и переходный периоды года, приводит к сквознякам и, как следствие, к простудным заболеваниям.
Лучистая энергия выделяется в пространство вследствие сильного нагрева различного оборудования. Основными источниками лучистой энергии в помещениях АТП являются нагревательные печи, кузнечные горны, термические и закалочные ванны. Выделяется лучистая энергия и при сварочных работах.
Потоки тепловых излучений состоят главным образом из инфракрасных лучей. Инфракрасное облучение характеризуется местным и общим действием на организм человека. В результате поглощения лучистой энергии повышается температура кожи и глубже лежащих тканей на облучаемом участке, повышается температура тела человека, усиливается потовыделение. Под влиянием облучения происходят биохимические сдвиги в организме, нарушается работа сердечно-сосудистой и центральной нервной систем, понижается кровяное давление, учащаются пульс и дыхание. При сварочных работах на работающих воздействуют инфракрасные лучи с длиной волны 0,72—1,5 мкм (лучи Фохта), которые вызывают катаракту глаз. Кроме непосредственного воздействия на работающих, лучистая энергия, поглощаясь окружающими конструкциями, оборудованием, материалами, переходит в тепловую энергию и в результате этого приводит к повышению температуры воздуха внутри помещения.
Перечисленные параметры, характеризующие метеорологические условия, действуют на организм человека взаимосвязанно. Их действие во многом зависит от способности организма человека регулировать теплообмен с окружающей средой (терморегуляция организма).
При кондиционировании воздуха в помещениях должны поддерживаться оптимальные микроклиматические условия — сочетания параметров микроклимата, которые при длительном и систематическом воздействии на человека обеспечивают сохранение нормального функционального и теплового состояний организма без напряжений реакций терморегуляции. Такие условия обеспечивают тепловой комфорт и создают предпосылки для высокого уровня работоспособности.В зависимости от принятой категории работ на объекте проектирования и в соответствии со СНиП 245-71 и ГОСТ 12.1005-76 а также времени года, необходимо привести допустимые и оптимальные параметры температуры, относительной влажности и скорости движения воздуха в рабочей зоне.
В холодное или переходное время года при выполнении сварочных, кузовных работ вне помещений на в СТО или в неотапливаемых помещениях возможно воздействие на работающего низких температур. Низкая температура может вызвать местное и общее охлаждение организма и стать причиной простудных заболеваний. В первую очередь от низкой температуры воздуха страдают открытые или недостаточно защищенные части тела (пальцы рук и ног, щеки, уши). Возможны случаи обморожения даже при температурах +4...+5 °С при высокой относительной влажности воздуха и сильном ветре.
Влажность воздуха оценивается содержанием в нем водяных паров. Источниками, повышающими влажность воздуха в производственных помещениях, являются прежде всего открытые поверхности моечных ванн
5.4. РАСЧЕТ ОСВЕЩЕНИЯ
На объекте проектирования следует принять тот или иной тип освещения в соответствии со СНиП 11-4-79 и установить нормы освещенности. Расчет естественного освещения сводится к определению числа окон при боковом освещении.
Световая площадь оконных (световых) проемов рассчитывается по формуле:
Fок =Fпола ∙ а, м2; (5.1)
Fок = 60 ∙ 0.35 =21 м2;
где Fпола – площадь пола участка, м2;
а – световой коэффициент.
Таблица 5.2
Значение светового коэффициента
| Зоны ТО, ТР и участки | а | Зоны ТО, ТР и участки | а |
| Зоны ЕО, ТО, ТР, Д-1, Д-2 | 0,25-0,35 | Моторный, агрегатный | 0,25-0,30 |
| Сварочный, кузнечный | 0,20-0,25 | Топливной аппаратуры | 0,3-0,35 |
| Эл.технический, медницкий | 0,25-0,35 | Другие участки | 0,25-0,30 |
Расчет искусственного освещения сводится к расчетам световой мощности ламп в светильниках, количества и типа светильников, рациональному размещению светильников по объекту проектирования (в виде схемы).
Общая световая мощность ламп рассчитывается по формуле:
Wосв =R ∙Q ∙Fуч, (5.2)
Wосв = 900∙ 2100 ∙60 =113 400 000,
где R – нормируемая освещенность, Вт/(м2∙ч), (принимается для укрупненных расчетов равной 15-20 Вт на 1 м2 площади пола)
Q – продолжительность работы электрического освещения в течении года, ч
(принимается в среднем 2100 ч для местностей, расположенных на широте (40-600)
F – площадь пола участка, м2.
Количество светильников рассчитывается по формуле:
N‗ R ∙ Fуч, единиц; (5.3)
Р ∙ п
N‗ 900 ∙ 60 = 45 единиц;
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 1954; Нарушение авторских прав?; Мы поможем в написании вашей работы!