КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Такт випуску деталей
|
|
|
|
Прийнятий дійсний річний фонд часу роботи обладнання Fд =4015 год (кількість робочих змін – 2, данні взяті для металорізальних верстатів до 10 тонн). [1]
Річна програма випуску N =2000 штук.
 ; [1.1]
; [1.1]
 хв.
хв.
1.2.2 Наближене нормування технологічного процесу обробки деталі
Таблиця 1.2
Приблизний тех. процес
| Номер, назва, зміст операції | Розрахункове значення  , хв , хв
| 
| 
|
| 005 Токарно-гвинторізна: 1.Точити торець пов.1 2.Точити пов.3 начисто 3.Розточити отвір пов.4 начорно. 4.Розточити пов 5 начорно. 5.Розточити пов.5 начисто. 6.Точити фаску пов.6.7. 7.Точити торець пов.8. 8.Розточити пов.9 начорно. 9.Розточити пов 9 начисто. 10.Точити фаску пов.9. | 
| 2.14 | 2.75 |
| 010 Свердлильна з ЧПК 1.Свердлити 8 отв.пов.14. 2.Зенкувати 8 фасок пов.14 3.Фрезерувати пов.11 начисто. 4.Фрезерувати пов 12 начисто. 5.Свердлити 6 отв. пов.13 6.Свердлити отв.15 7.Зенкувати 6 фасок пов.16 8.Свердлити отв.пов.18 9.Зенкувати фаску пов.19 10.Нарізати різь пов.19 11.Нарізати різь в 6 отв. пов.13. | 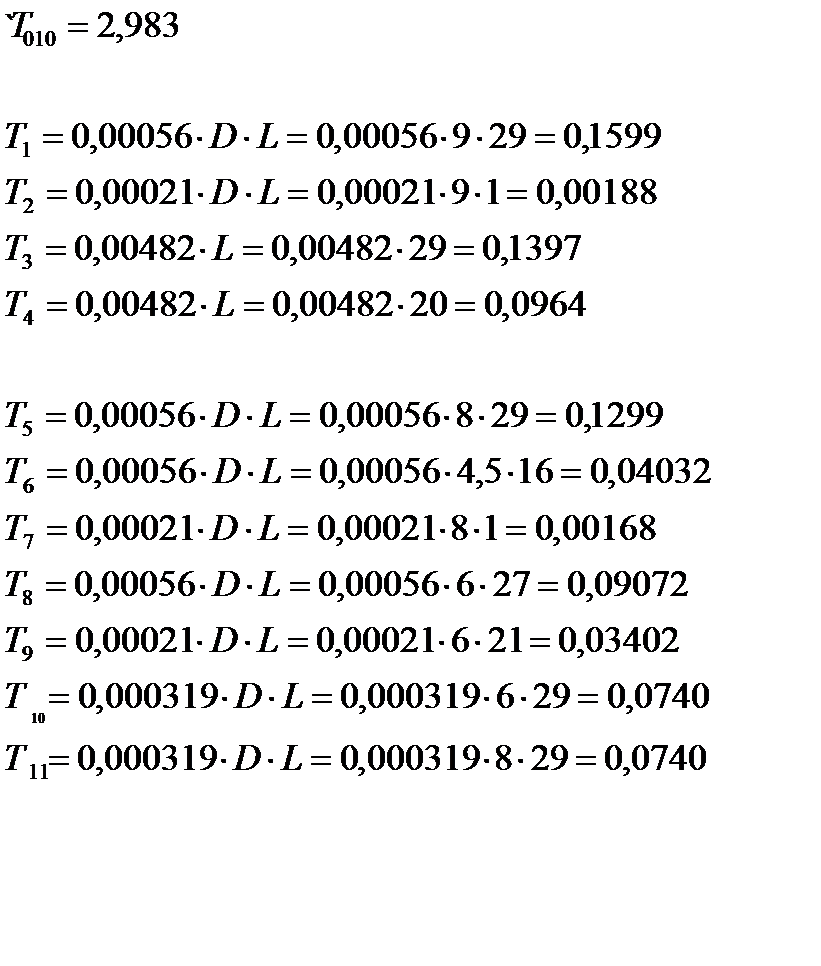
| 1.75 | 5.22 |
| 015 Кругло шліфувальна 1.Шліфувати отв.9 2.Шліфувати пов.5 | 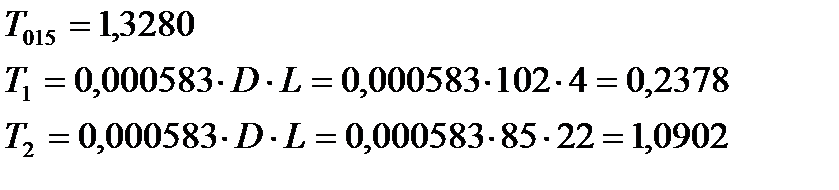
| 2,10 | 2,78 |
продовження Таблиця 1.2
1.2.3 Кількість робочих місць (верстатів) їх коефіцієнт завантаження
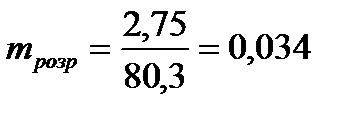
Розрахункова кількість робочих місць  на операції 010 «токарно-гвинторізна»
на операції 010 «токарно-гвинторізна»
 ; [1.2]
; [1.2]
Прийнята кількість робочих місць (верстатів)  .
.
Фактичний коефіцієнт завантаження робочого місця (верстата) ηф
 ; [1.3]
; [1.3]
 .
.
 ,
, 
де  – нормативний коефіцієнт завантаження устаткування.
– нормативний коефіцієнт завантаження устаткування.
Загальна кількість можливих токарних операцій О 010, які можуть бути виконані на цьому робочому місці (верстаті) при нормативному завантажені  .
.
 , [1.4]
, [1.4]
 .
.
Результати розрахунків для інших операцій технологічного процесу обробки наведені в таблиці 1.3.
Таблиця 1.3
Вихідні данні для встановлення типу виробництва
| № з/п | № опр | Назва операції | Тшт, хв | 
| 
| 
| О |
| Токарна-гвинторізна | 2,75 | 0,034 | 0,034 | ||||
| Свердлильна з ЧПК | 5,22 | 0.065 | 0.065 | ||||
| Кругло- шліфувальна | 2,78 | 0,035 | 0,035 | ||||
| Разом по технологічному процесу | 10,75 | 0,134 | 0,134 |
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 1137; Нарушение авторских прав?; Мы поможем в написании вашей работы!