КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Фізико-хімічні методи зміцнення інструменту
|
|
|
|
Ціанування. Насичення поверхневого шару вуглецем, азотом чи ціанування є завершальною операцією. Ціанування проходить при температурах не нижче 480°С і інтенсивно розвивається з підвищенням температури до 580°С. Швидкорізальні сталі ціанують при температурі 550-570°С, не викликаючи зниження твердості прилеглих шарів. Товщина шару, отримана при цій температурі, залежить від тривалості процесу і становить 0,02-0,07 мм. Твердість інструментів, що підлягають ціануванню, повинна бути не нижче HRC 62 для того, щоб тонкий ціанований шар розміщувався на твердій основі.
Ціанований шар представляє собою тонку суміш мартенситу, карбідів і карбонітридних фаз і має підвищену теплостійкість та зносостійкість, зменшує коефіцієнт тертя і налипання металу. Стійкість інструментів підвищується в 1,5-2 рази.
В залежності від середовища розрізняють рідинне, газове і тверде ціанування. Найбільш оперативним процесом є рідинне ціанування, тривалість якого складає 5 – 30 хвилин.
Для рідинного ціанування швидкорізальних сталей як правило застосовують такі розчини у ваннах: а) 50% NaCN, 25-30% Na2CO3, 10-15% NaCl; б) 50% NaCN, 15 -20 % Na2CO3, 15 -20 % NaCl. Для стабільності процесу необхідно підтримувати постійний тепловий режим ванни, відкриваючи її тільки при завантаженні і вивантаженні. Інструмент завантажується невеликими партіями і нагрітими до 400°С. Роботи необхідно проводити в ізольованому приміщенні з припливно-витяжною вентиляцією і пунктом нейтралізації.
Газове ціанування проводиться в суміші аміаку і вуглекислого газу. Температура процесу 550 – 570 °С, витримка – 1-2 години. Виконують ціанування в спеціальних герметичних камерах.
Тверде ціанування не потребує спеціального обладнання, так як його можна проводити в печі для відпуску. Його виконують в суміші 60 -70% деревного вугілля і 30-40 % жовтої кров’яної солі.
Сульфоціанування. Сульфоціанування – це процес насичення поверхні металу одночасно вуглецем, азотом і сіркою. На поверхні сталі виникає плівка сульфіду заліза товщиною 3-6 мкм, що виконує роль твердого мастила. Сульфоціанування підвищує зносостійкість дещо більшу ніж ціанування у випадках недостатнього змащування, а також на інструментах, що мають велику площу контакту з оброблюваною деталлю (мітчики, розвертки, фасонні різці).
Рідке азотування. Суть методу полягає в тому, що інструмент після звичайної термічної обробки і заточування підлягає нагріванню в розплаві азотовмісних солей з метою насичення його поверхні азотом і вуглецем. Ванна для рідкого азотування має такий склад: 28-40% NaCNO, 28-40% KCl, 25-45% кальційованої соди.
Процес азотування складається з таких операцій: 1) підігріванні інструменту до 400-450°С; 2) рідкого азотування при температурі 550°С; 3) охолодження і промивання в гарячій та холодній воді. Рідкому азотуванню підлягає інструментах як новий, так і відновлений, виготовлений із всіх марок швидкорізальної сталі після кінцевої термічної і механічної обробки. Твердість зміцненого шару і його вплив на стійкість такий самий, як при ціануванні. Перевагою рідкого азотування є той фактор, що процес оснований на застосуванні нетоксичних солей, що полегшує включення цієї операції в технологічний процес.
Іонне азотування. Метод іонного азотування здійснюється в плазмі тліючого розряду. Суть процесу полягає в наступному. З допомогою електричного поля азот у формі іонів бомбардує поверхню виробу і насичує її (рисунок 1.13). У вакуумній печі 1 знаходяться інструменти 2, ізольовані від стінок посудини. Інструменти зв’язані з негативним полюсом 3 і представляють собою катод газового розряду. Заземлена стінка вакуумної печі – анод. У вакуум між стінкою печі та інструментами подається азотовмісний газ під тиском 1Атм. Після вмикання високої напруги запалюється розряд в газі. Відбувається процес іонізації газу, в результаті чого іони азоту бомбардують поверхю інструменту і насичують поверхню.
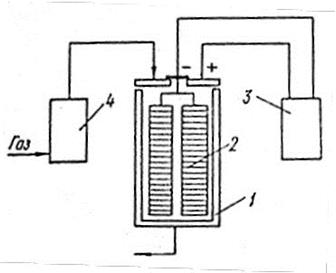 |
Рисунок 1.13 [5]– Схема установки для іонного азотування
1 – камера; 2 – виріб; 3 – джерело живлення; 4 – пристрій
газозабезпечення.
Особливо ефективним є застосування іонного азотування для фрез, що заточуються по передній поверхні. В цьому випадку нітрований шар зберігається при переточках по задній поверхні. Стійкість азотованих зуборізних фрез підвищується в 4-8 разів, черв’ячних фрез – в 2-3 рази.
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 545; Нарушение авторских прав?; Мы поможем в написании вашей работы!