КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Розробка технології зміцнення різця відрізного
|
|
|
|
Технологічний процес виготовлення і зміцнення відрізного різця може бути поділений на ряд стадій: одержання заготовки, обробка шляхом механічної обробки для надання інструменту заданих геометричних розмірів і форми, термічна обробка, заточування і доводка. Для відрізного різця марки М2130-0003 дана технологія зберігається, але додатково буде проведена фінішна операція по зміцненню поверхні методом іонно-плазмового напилення.
Вихідними заготовками для різців є прутки відповідних розмірів із швидкорізальної сталі. Окремі заготовки одержують шляхом розрізання прутків дисковою пилою на відрізному верстаті. Відрізні різці марки М2130-0003 виготовляються однорідними.
На стадії механічної обробки заготовкам надають відповідних геометричних розмірів і форми. Для цього здійснюють фрезерування і шліфування опорних і робочих поверхонь інструменту. Фрезерування проводять на вертикально-фрезерних верстатах торцевими фрезами. Для підвищення продуктивності обладнання передбачається одночасна обробка десяти різців у спеціальному поворотному приспосібленні (рисунок 2.12)[14].
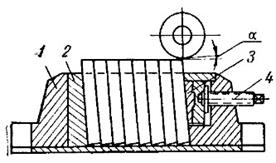 |
Рисунок 2.12 – Поворотне приспосіблення для різців [14]:
1 – корпус; 2 – змінний клин; 3 – болти; 4 – планка
Торцеве фрезерування забезпечує шорсткість 5-го класу і високу продуктивність. Шліфування опорних поверхонь здійснюється на плоскошліфувальних верстатах. Таким чином отримуємо поверхні з малою шорсткістю.
Стадія термічної обробки включає в себе термообробку (гартування і відпуск) для підвищення фізико-механічних властивостей, відповідно надання більшої зносостійкості і теплостійкості різальному інструменту. Термічну обробку дрібнорозмірного інструменту можна проводити в камерних печах, в соляних ваннах, на установках СВЧ. В даному випадку гартування і відпуск різців буде проводитись в хлоро-барієвих ваннах, оскільки цей спосіб має ряд суттєвих переваг: рівномірність нагрівання, можливість місцевого нагрівання, захист від окислення при нагріванні. Для одержання високолегованого і стійкого мартенситу швидкорізальну сталь необхідно гартувати при високих температурах. Інструмент із швидкоріжучої сталі підлягає ступеневому нагріванні до 400-500, 780-840 і до 1220-1240°С.
Охолодження сталі при гартуванні до температури мартенситного перетворення повинно бути швидким, щоб аустеніт не встиг перетворитись в проміжні структури. Швидкорізальна сталь одержує добру теплостійкість при пришвидшеному охолодженні в області температур 900-950°С і в області перлітного перетворення 400-500°С, так як повільне охолодження сприяє виділенню карбідів із аустеніту. Структура швидкорізальної сталі після гартування містить мартенсит, залишковий аустеніт і карбіди. Тому, для повного перетворення залишкового аустеніту, відпуску первинного і вторинного мартенситу і зняття залишкових напружень проводять трьохкратний відпуск.
Заточування різців може виконуватись у дві операції. Попереднє і остаточне заточування проводиться по задній і передній поверхнях. Операції здійснюються на універсально-заточувальних верстатах. Попереднє заточування – абразивними кругами ЭБ, кінцеве – алмазними кругами АЧК. Шорсткість шліфованих опорних поверхонь різця не більше Ra=2,50 мкм, заточених поверхонь 0,63 мкм.
Операція іонно-плазмового зміцнення є завершальною, оскільки її результат не має негативного впливу на розміри,форму чи механічні властивості інструменту. Для реалізації процесу буде використано установку для іонно-плазмового напилення типу „Булат” марки ННВ6.6-И1.
Таблиця 2.4 – Технічні характеристики установки ННВ6.6-И1 [10]
| Найменування характеристик | Норма характеристик |
| Розміри робочої камери, мм Діаметр Висота | 600+30 600+20 |
| Кількість електродів | |
| Максимальне навантаження на вал, кг | |
| Максимально допустиме навантаження на вісь планетарного механізму, кг | |
| Швидкість осадження покриття, мкм/год | 13-40 |
| Тривалість циклу зміцнення, год | Від 2,0 до 2,5 |
| Номінальна сила струму блока живлення, А | |
| Споживча потужність, кВт | 50+5 |
| Залишковий тиск в камері, Па | Від 6,65·10-3 до 6,65·10-1 |
| Розхід води, м3/год | |
| Маса установки, т | 3,1 |
Весь технологічний цикл зміцнення відрізних різців з нанесенням покриття TiN полягатиме в наступних операціях:
- підготовка інструменту (час на завантаження 15-20 хвилин);
- забезпечення вакууму в камері (30- 45 хвилин);
- іонне бомбардування і осадження TiN покриття (35-40 хвилин);
- охолодження інструменту (25- 45 хвилин);
- підйом камери, видалення металічної пилу, відвантаження інструментів, установка наступної партії інструментів (7-10 хвилин).
Загалом технологічний процес зміцнення різця відрізного марки М2130-0003 можна представити у вигляді таблиці х.х
Таблиця 2.5 – Технологічний процес зміцнення різця відрізного марки М2130-0003
| № п\п | Назва операції | Обладнання, різальний інструмент | Зміст операції, режими, вимірювальний інструмент |
| Заготівельна | Верстат відрізний 8А240 N = 10 кВт Пила Ø 400 мм ГОСТ 4047-82 | Розрізати прутки на заготовки в розмір. V= 15 м/хв, S= 2 мм/об. Лінійка масштабна. | |
| Фрезерна | Верстат вертикально-фрезерний 6М12П N = 7 кВт Фреза торцева Ø 63 мм ГОСТ 22085-76 | Фрезерувати опорні поверхні витримуючи розміри. V= 200 м/хв, S= 500 мм/хв. Штангенциркуль. | |
| Фрезерна | Верстат вертикально-фрезерний 6М12П N = 7 кВт Фреза торцева Ø 63 мм ГОСТ 22085-76 | Фрезерувати під кутом 15 °С витримуючи розміри. V= 180 м/хв, S= 350 мм/хв. Шаблон. | |
| Шліфувальна | Верстат плоскошліфувальний 3Е710А N = 4 кВт Круг абразивний ПП250*75*50 СМ2-1,6 ГОСТ 2424 – 83 | Шліфувати заготовки витримуючи розміри. V= 30 м/с, Sо= 32 мм/хід, Sв= 0,015 мм/хід. Зразки шорсткості ГОСТ 9378-75 | |
| Термічна | Електрованна соляна СВС 60/13 N = 60 кВт | Загартувати. Відпустити. Гартування в розчині солі BaCl при температурі 1220-1230°С. Відпуск при температурі 540-580°С. | |
| Заточувальна | Верстат універсально-заточувальний 3Б641 N = 0,7 кВт Круг абразивний ЧК 250*75*50 ЭБ16-25С2К ГОСТ 2424 – 83 | Заточити попередньо передню і задню поверхні під кутами 5°±30′ і 10°. V= 30 м/с, Sпоп= 0,5 мм/п.хід, Sпов= 2,0 мм/п.хід. Шаблон. | |
| Заточувальна | Верстат універсально-заточувальний 3Б641 N = 0,7 кВт Круг алмазний АЧК 125*5*3 ГОСТ 24747-81 | Заточити кінцево передню і задню поверхні під кутами 5°±30′ і 10°. V= 40 м/с, Sпоп= 0,03 мм/п.хід, Sпов= 1,5 мм/п.хід. Шаблон. | |
| Клеймильна | Верстат клеймильний МФ-16 Клейма машинні твердосплавні ВК20 | Маркувати М2130-0003. V= 28 хід/хв. | |
| Напилення | ННВ 6.6-И1 N = 30 кВт Мікротвердомір. | Нанесення зносостійкого покриття ТіN. I=120 A, U= 150 В, P= 0,7 Па. | |
| Контрольна | Стіл для вихідного контролю. Мікротвердомір ПМТ-3. | Штангенциркуль, шаблон, |
|
|
|
|
|
Дата добавления: 2015-08-31; Просмотров: 453; Нарушение авторских прав?; Мы поможем в написании вашей работы!