КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Развертывание. Особенности конструкции разверток
|
|
|
|
Развертывание – это процесс окончательной обработки отверстий режущими инструментами, называемыми развертками, для получения отверстий 6…9 квалитетов точности с шероховатостью  мкм, а при особо тщательном выполнении операций развертывания – по 5-му квалитету при шероховатости поверхности
мкм, а при особо тщательном выполнении операций развертывания – по 5-му квалитету при шероховатости поверхности  мкм. Припуск под развертывание принимается небольшой – в среднем 0,15…0,5 мм на сторону для черновых разверток и 0,05…0,25 мм – для чистовых.
мкм. Припуск под развертывание принимается небольшой – в среднем 0,15…0,5 мм на сторону для черновых разверток и 0,05…0,25 мм – для чистовых.
Схема работы развертки и элементы режима резания при обработке отверстия аналогичны схеме и элементам режима, которые имеют место при зенкеровании, а формулы для расчета осевой силы и крутящего момента практически не отличаются от формул для расчета этих параметров при сверлении и зенкеровании.
По способу применения развертки подразделяются на ручные и машинные, по конструкции – на цельные и сборные (со вставными ножами), по принципу регулирования размера – на постоянные и регулируемые, по способу крепления – на хвостовые и насадные, по форме обрабатываемого отверстия – на цилиндрические и конические.
На рис. 53 представлена цельная машинная развертка с коническим хвостовиком и наиболее распространенной и универсальной формой ( ). Такую форму заточки применяют при обработке сквозных и глухих отверстий 8…9 квалитетов в заготовках из вязких и хрупких материалов. Хвостовая часть ручной развертки имеет цилиндрическую форму с выполненным на конце квадратом для закрепления ее в воротке.
). Такую форму заточки применяют при обработке сквозных и глухих отверстий 8…9 квалитетов в заготовках из вязких и хрупких материалов. Хвостовая часть ручной развертки имеет цилиндрическую форму с выполненным на конце квадратом для закрепления ее в воротке.
Отличие разверток от выше рассмотренных осевых инструментов заключается в том, что количество зубьев у разверток составляет от 6 до 24. Число зубьев развертки определяют по формуле
 ,
,
где  - диаметр отверстия, мм;
- диаметр отверстия, мм;  для вязких материалов и
для вязких материалов и  для хрупких материалов, при этом рекомендуется применять развертки с четным числом зубьев, что существенно упрощает процесс измерения, т.к. зубья развертки располагаются напротив друг друга, но с неравномерным шагом.
для хрупких материалов, при этом рекомендуется применять развертки с четным числом зубьев, что существенно упрощает процесс измерения, т.к. зубья развертки располагаются напротив друг друга, но с неравномерным шагом.
Неравномерный шаг разверток позволяет повысить их вибро-
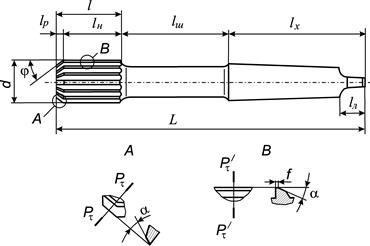 Рис. 53. Машинная развертка с коническим хвостовиком
Рис. 53. Машинная развертка с коническим хвостовиком
|
устойчивость, уйти от резонансных частот и тем самым уменьшить огранку отверстий [4, 13]. При этом переменный шаг делается у первой половины зубьев развертки, а вторая половина является зеркальным отображением первой (рис. 54).
 Рис. 54. Схема расположения зубьев
у восьмизубой развертки
Рис. 54. Схема расположения зубьев
у восьмизубой развертки
|
У разверток, также как и у зенкеров, отсутствует поперечная кромка, что исключает возможность обработки отверстия в сплошном материале.

|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 429; Нарушение авторских прав?; Мы поможем в написании вашей работы!