КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подготовка исходных данных для размерного анализа
|
|
|
|
Подготовка исходных данных сводится к подготовке чертежа детали, технологического процесса. Требуется также установить значения минимальных припусков на обработку и значения операционных допусков. Ввиду большой трудоемкости размерного анализа он, как правило, выполняется с применением ЭВМ. Для представления размерной информации в виде, удобном для автоматизации размерных расчетов на ЭВМ, поверхности детали нумеруются (идентифицируются) числами не кратными десяти. Номер оси цилиндрической поверхности получается при увеличении номера этой поверхности в 10 раз. При автоматизированных расчетах номерам и осям присваивают знаки плюс и минус. Знак плюс присваивается внутренним цилиндрическим поверхностям и их осям, а также леворасположенным плоскостям детали. Знак минус - наружным цилиндрам и их осям, а также праворасположенным плоскостям. Пример обозначения поверхностей приведен на рисунке 10.3.

Рисунок 10.3 - Обозначение поверхностей и осей детали
Поверхности заготовки и поверхности, возникающие в ходе технологического процесса, обозначаются двойным числом, первое соответствует номеру той же поверхности у детали, второе - показывает, сколько раз обрабатывалась данная поверхность.
При работе на ЭВМ обозначения поверхностей заготовки и технологического процесса производятся программно, а система обозначений используется при расшифровке результатов расчета:
- 10 - первая поверхность исходной заготовки;
- 201 - ось второй цилиндрической поверхности после ее однократной обработки;
- 113, 1103 - одиннадцатая цилиндрическая поверхность, прошедшая трехкратную обработку и ее ось;
Обозначение размерных параметров удобно производить с использованием данных идентификаторов:
- А (10 - 20) - размер, связывающий поверхности 10 и 20;
- Т (10 - 20) - допуск размера А (10 - 20);
- Z (10 - 11) - припуск на обработку десятой поверхности;
- Е (100 - 200) - отклонение от соосности осей 100 и 200 цилиндрических поверхностей 10 и 20.
При подготовке чертежа детали и исходной заготовки необходимо проверить правильность простановки размеров. Число размеров и способ их простановки должен однозначно определять положение всех поверхностей и осей. Необходимое и достаточное число размеров на единицу меньше общего числа поверхностей и осей по каждому координатному направлению. Как правило, рабочие чертежи деталей содержат не все размеры, необходимые для однозначного представления конфигурации детали. Часть размеров, таких как, отклонения от соосности и симметричности, указаны в неявном виде. При проведении размерного анализа необходимо считать, что каждая цилиндрическая поверхность имеет собственную ось. Это требует дополнения чертежа "подразумеваемыми" размерами. Например, для вала, имеющего три ступени, на конструкторском чертеже обычно указываются 3 диаметральных размера и иногда некоторые отклонения от соосности (радиальные биения), существенно влияющие на исполнение деталью ее служебного назначения. В соответствии с ранее изложенным правилом в диаметральном направлении необходимо иметь 5 размеров: 3 диаметральных размера (А1, А2, А3) и 2 отклонениями от соосности (Е1, Е2). Для однозначного определения положения 4 торцовых поверхностей необходимо и достаточно 3 размеров (А4, А5, А6), рисунок 10.4.
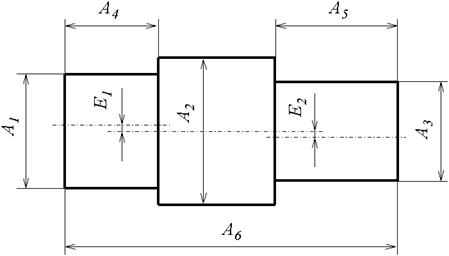
Рисунок 10.4 - Простановка размеров на чертеже вала
При подготовке технологического процесса к размерному анализу необходимо конкретизировать каждый технологический переход и указать все образующиеся размерные связи. В качестве операционных размеров необходимо проставлять размеры, величины и погрешность исполнения которых зависит только от выполняемого перехода. При обработке плоской поверхности необходимо указать величину припуска и один размер (либо до технологической базы, либо до ранее полученной в этом же установе поверхности или оси). При обработке цилиндрической поверхности, обычно, указывается три размерные связи; припуск, положение новой оси (координата или отклонение от соосности) и радиус обработанной поверхности. При обработке путем снятия напуска происходит образование новой поверхности, не имевшиеся до обработки, величина припуска в этом случае не указывается.
При выполнении размерных расчетов следует определить значения параметров размерных связей. Для операционных размеров необходимо определить допускаемые отклонения, зависящие либо от точности исходной заготовки, либо от точности используемого метода обработки.
Допуски исходных заготовок определяются по соответствующим нормативным документам или по приложению А настоящего пособия.
Допуски на межцентровые расстояния и отклонения от соосности для различных видов заготовок приведены в [3].
Допуски операционных размеров, получаемых в ходе технологического процесса, определяются по формуле
 , ,
| (10.1) |
где  - средняя точность обработки;
- средняя точность обработки;
 - пространственные отклонения измерительной базы;
- пространственные отклонения измерительной базы;
 - погрешность базирования.
- погрешность базирования.
Значения средней точности обработки приведены в [3], а также в приложении Б. Предельные отклонения составляющих звеньев, образующихся в технологическом процессе, следует назначать в "тело" заготовки. Для координат отверстий и отклонений от соосности предельные отклонения - симметричны. Точность размеров, координирующих оси цилиндрических поверхностей (точность межцентровых расстояний и отклонения от соосности), получаемых в процессе механической обработки приведены в [3].
Пространственные отклонения учитываются лишь в том случае, если измерительной базой является необработанная поверхность исходной заготовки. Величины пространственных отклонений поверхностей исходных заготовок и пространственные отклонения поверхностей, полученные в результате механической обработки, приведены в [3].
Погрешность базирования равна нулю при совпадении технологической и измерительной баз, а также в случае обработки методом пробных рабочих ходов. Погрешность базирования определяется, исходя из принятой схемы установки заготовки. Ее значения указаны в [3].
Минимальный припуск на обработку поверхности определяется по формуле

| (10.2) |
,
где  - высота микронеровностей поверхности;
- высота микронеровностей поверхности;
 - глубина дефектного слоя;
- глубина дефектного слоя;
 - пространственные отклонения поверхности.
- пространственные отклонения поверхности.
Величины, входящие в формулу (10.2) должны соответствовать состоянию поверхности до обработки. Значения составляющих формулы приведены в [3]. Глубина дефектного слоя не должна учитываться для заготовок из чугуна и литейной бронзы после однократной обработки поверхности, а также для любых металлов после термообработки.
Для определения неизвестных операционных размеров необходимо выявить размерные цепи и произвести их расчет. Для формирования размерных цепей необходимо построить размерную схему технологического процесса, которая достаточно наглядно отображает динамику изменения и взаимосвязи размеров на различных этапах обработки заготовки.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 990; Нарушение авторских прав?; Мы поможем в написании вашей работы!