КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обработка заготовок на шлифовальных станках
|
|
|
|
ЛАБОРАТОРНАЯ РАБОТА № 5
Цель работы: изучить обработку резанием плоских поверхностей и поверхностей тел вращения, методику оформления технологической документации на шлифовальную операцию.
КРАТКИЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ:
Шлифованием называют процесс обработки заготовок резанием с помощью абразивного инструмента, совершающего с высокой скоростью главное движение резания. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. Для формообразования поверхностей необходимо вращательное движение круга и относительное перемещение вдоль одной из координатных осей. При вращении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек. Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована так, что резать не может. Такие зерна производят работу трения по поверхности резания.
Шлифование является отделочной операцией. Шлифованием достигается высокая точность размера и геометрической формы детали, а также высокий класс чистоты обрабатываемой поверхности. Главными факторами, влияющими на выбор шлифовального круга, являются свойства обрабатываемого материала, окружная скорость круга, метод шлифования, класс чистоты поверхности.
Для осуществления шлифования необходимо, чтобы заготовка и шлифовальный круг имели определенные относительные движения, без которых резание невозможно.

При шлифовании главным движением резания является вращение инструмента (рис. 13.4), а движения подачи (они могут быть различными) сообщаются заготовке или инструменту. Различают шлифование периферией круга и торцом круга; в первом случае режущей частью является наружная поверхность круга, образующая которой параллельна оси его вращения, а во втором случае — торец круга.
В зависимости от расположения и формы обрабатываемой поверхности заготовки 2 шлифование подразделяют на следующие виды: наружное (рис. 13.4, а, б, в), когда обрабатывается наружная поверхность заготовки; внутреннее (рис. 13.4, г), когда обрабатывается внутренняя поверхность заготовки; плоское (рис. 13.4, д, е), когда обрабатывается плоская поверхность; профильное, когда обрабатывается поверхность, образующая которой представляет собой кривую или ломаную линию.
Обдирочное шлифование применяют для удаления с заготовок дефектного слоя (толщиной более 1 мм на диаметр) после литья, ковки. штамповки, прокатки. Скорость круга vK = 35/60 м/с и более; точность обработки 8—9-го квалитета, шероховатость обработанной поверхности Ra = 2,5/5 мкм.
Предварительное шлифование выполняют после токарной обработки, но перед термической обработкой заготовки. Скорость круга yK=40/60 м/с; точность обработки 6—9-го квалитета, Ra = 1,2 / 2,5 мкм.
Окончательное шлифование производят после термической обработки заготовки при vK = 35 / 40 м/с. Точность обработки! 5—6-го квалитета; Ra = 0,2/ 1,2 мкм.
Тонкое шлифование (припуск 0,05—0,1 мм на диаметр) предназначено для обеспечения малой шероховатости поверхности (Ra — 0,025 / 0,1 мкм). В индивидуальном производстве шлифование выполняют обычно за одну операцию, в серийном и массовом — за одну, две и более операций (в зависимости от величины припуска, требований к точности и качеству поверхности).
ПОРЯДОК ВЫПОЛНЕНИЯ:
I. ЗАДАНИЕ № 1: Ознакомиться с чертежом детали на шлифовальную операцию, указанную в заданиях по вариантам
Задания по вариантам:
| № варианта | задание |
| Задача 1.1 | |
| Задача 1.2 | |
| … | … |
| Задача 1.11 |
ЗАДАНИЕ № 2: Оформить технологическую документацию на шлифовальную операцию (операционную карту) задания № 1.
2. Дать ответы на контрольные вопросы:
1. Перечислите схемы основных видов шлифования?
2. Перечислите основные виды шлифования.
3. С помощью каких приспособлений осуществляется крепление заготовок при обработке на шлифовальных станках?
II. Сформировать отчет по выполнению лабораторной работы.
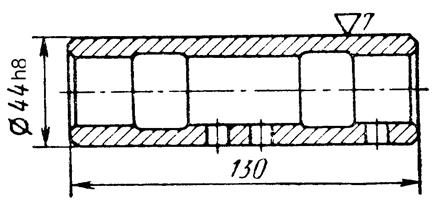
Задача 1. 1
Исходные данные
Деталь – соединительная муфта. Материал – сталь 45, σ в = = 60 кгс/мм2. Масса детали 0,91 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Охлаждение – содовый раствор. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 44 h8 (припуск δ = 0,5 мм).
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 44 Н8.
Задача 1.2
Исходные данные
Деталь – вал. Материал – сталь 50Г, σ в = 80 кгс/мм2. Масса детали 0,69 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособления – центры, хомутик. Охлаждение – эмульсия. Партия 200шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать D = 25g6 (припуск δ = 0,5 мм).
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 25g6.

Задача 1.3
Исходные данные
Деталь – золотник. Материал – чугун СЧ 15-32, НВ 163–229. Масса детали 1,2 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 65h6.

Задача 1.4
Исходные данные
Деталь – золотник. Материал – чугун СЧ 15–32, НВ 163–229. Масса детали 0,52 кг. Оборудование – кругло-шлифовальный станок ЗБ151. Приспособление – оправка с пневматическим зажимом. Партия 200 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
3. Шлифовать поверхность 3.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 35H6.

Задача 1.5
Исходные данные
Деталь – ось. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 13,7 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры с самозажимным хомутиком, зажим пневматический. Охлаждение – сульфофрезол. Партия 100 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 60 H8.

Задача 1.6
Исходные данные
Деталь – вал. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 9,21 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры с самозажимным хомутиком, зажим пневматический. Охлаждение – сульфофрезол. Партия 175 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 65h6.

Задача 1.7
Исходные данные
Деталь – зубчатое колесо. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 16,3 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособление – оправка с самозажимным хомутиком, зажим пневматический. Охлаждение – эмульсия. Партия 75 шт.
Содержание операции
А. Установить и снять деталь.
1. Шлифовать поверхность 1.
Б. Переустановить деталь.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скоба 115n6.

Задача 1.8
Исходные данные
Деталь – валик. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 0,27 кг. Оборудование – кругло-шлифовальный станок 3152. Приспособления – центры, хомутик. Охлаждение – эмульсия. Партия 200 шт.
Содержание операции
А. Установить деталь в центрах и снять ее.
1. Шлифовать поверхность 1.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 600×50×305–Э–К ГОСТ 2424–67.
Измерительный инструмент – скобы 16h6 и 20f7.

Задача 1.9
Исходные данные
Деталь – планка. Материал – сталь 45, σ в = 60 кгс/мм2. Масса детали 0,42 кг. Оборудование – плоскошлифовальный станок 372Б. Приспособление – магнитная плита. Охлаждение – эмульсия. Партия 200 шт.
Содержание операции
А. Установить десять деталей и снять их.
1. Шлифовать поверхность 1.
Б. Переустановить детали.
2. Шлифовать поверхность 2.
Режущий инструмент – шлифовальный круг ПП 350×40×127–Э–Б ГОСТ 2424–67.
Измерительный инструмент – микрометр.
Задача 1.10
Исходные данные
Деталь – звездочка. Материал – сталь 40Х, σ в = 100 кгс/мм2. Масса детали 0,4 кг. Оборудование – плоскошлифовальный станок 372Б. Приспособление – электромагнитная плита. Охлаждение – содовый раствор. Партия 200 шт.
Содержание операции
А. Установить десять деталей и снять их.
1. Шлифовать торец 1.
Режущий инструмент – шлифовальный круг ПП 350×40×127–Э–Б ГОСТ 2424–67.
Измерительный инструмент – шаблон.

Задача 1.11
Исходные данные
Деталь – кольцо. Материал – чугун СЧ 15-32, ,НВ 163–229. Масса детали 0,2 кг. Оборудование – плоскошлифовальный станок 3756. Приспособление – магнитная плита. Охлаждение – содовый раствор. Партия 250 шт.
Содержание операции
А. Установить восемь деталей и снять их.
1. Шлифовать торец 1.
Режущий инструмент – шлифовальный круг ЧЦ 300×100×127–Э–К ГОСТ 2424–67.
Измерительный инструмент – шаблон.
Схема установки

Учебно-методическое и информационное обеспечение дисциплины:
а) Основная литература
1. Безъязычный В.Ф. Основы технологии машиностроения [Электронный ресурс]: учебник/ Безъязычный В.Ф.— Электрон. текстовые данные.— М.: Машиностроение, 2013.— 568 c.— Режим доступа: http://www.iprbookshop.ru/18533.— ЭБС «IPRbooks», по паролю
2. Зайцев Г.Н. История техники и технологий [Электронный ресурс]: учебник/ Зайцев Г.Н., Федюкин В.К., Атрошенко С.А.— Электрон. текстовые данные.— СПб.: Политехника, 2012.— 416 c.— Режим доступа: http://www.iprbookshop.ru/15897.— ЭБС «IPRbooks», по паролю
б) Дополнительная литература
3. И.В. Абрамов, И.К. Пичугин, Ю.Б. Ярхов. Основы технологии машиностроения. Сборка машин. Учебник для ВУЗов, Ижевск, ИжГТУ, 2005-465с.
4. Справочник технолога-машиностроителя в 2-х томах под редакцией А.Г. Косиловой и Р.К. Мещерякова-М., Машиностроение, 2004-656с.
5. Тамаркин, М.А. Технология сборочного производства/ Тамаркин М.А., Давыдова И.В., Тищенко Э.Э. - Ростов-на-Дону: Феникс, 2007.- 270 с.: ил.- (Высшее образование).
6. Основы технологии машиностроения. Сборка машин./ Абрамов И.В., Осетров В.Г., Ярхов Ю.Б. и др. - Ижевск: ИжГТУ, 2005.- 468 с.: ил.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 1047; Нарушение авторских прав?; Мы поможем в написании вашей работы!