КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Передмонтажна ревізія насосів
|
|
|
|
Якщо насоси заводом постачаються в блочному виконанні і до моменту монтажу на їх патрубках збереглися щільні заглушки і заводські пломби, то такі насоси повному розбиранню і перевірці не підлягають. Розбирають і перевіряють лише вузол розвантажувального пристрою, підшипники і сальники.
Якщо заглушки або пломби відсутні, розбирання і повна ревізія насоса з перевіркою усіх деталей і вимірювання усіх необхідних зазорів, обов'язкова.
При зовнішньому огляді необхідно переконатися у відсутності пошкоджень корпусу насоса, консолей і корпусів підшипників, арматури і труб в межах насоса, перевірити наявність всіх гайок, болтів, контрольних шпильок і пробок. Вручну перевіряють легкість обертання ротора насоса а якщо останній зєднаний з електродвигуном то спільно з ним.
На фундаментній рамі слід зміряти розміри отворів під фундаментні болти, відстані між центрами цих отворів і отримані дані звірити з монтажними кресленнями насосного агрегату. Для полегшення вивіряння фундаментної рами на ній рисками фіксують подовжню і поперечну осі.
Перевірка вузлів і деталей насосів
Перевірка роторів
Вийнявши з насоса ротор (вал) перевіряють радіальне биття насаджених на нього деталей і торцеве биття напівмуфти. Радіальне биття валу насоса не повинне перевищувати 0,02-0,03 мм, а насаджених на нього деталей (втулки, робочі колеса) – 0,04-0,08 мм. Радіальне биття насадженої на вал напівмуфти має бути не більше 0,04-0,06 мм, а торцове - 0,04 мм.
Перевірку всіх деталей ротора насоса по індикатору зручно проводити на токарному верстаті. Для насосів, що мають горизонтальний роз'єм корпусу, ця перевірка також може бути виконана у власних підшипниках. Якщо биття ротора перевищує норму, то потрібно зняти з ротора деталі і перевірити на токарному верстаті биття самого валу. За наявності викривлення валу його слід замінити новим. Якщо ж биття валу не перевищує допустимих величин то при збиранні ротора слід звернути увагу на правильність обробки торцевих поверхонь розпорних втулок і гайок, що їх кріплять, відносно перпендикулярності осі валу. Встановлення гайок і втулок з косими торцевими поверхнями призводить до вигину валу. Рівномірність торцевих зазорів між втулками і гайками перевіряють щупом ці зазори повинні відповідати кресленню. Нерівномірний зазор необхідно виправити шабруванням торців гайок або втулок при розбиранні ротора насоса.
Перевірка робочих коліс
При огляді коліс слід переконатися у відсутності тріщин і погнутих кромок. При розбиранні насоса перевіряють правильність розташування робочого колеса по відношенню до направляючого апарату (равлика). Осі каналів робочого колеса і направляючого апарату повинні збігатися або бути зміщенні одна щодо іншої на величину теплового розширення ротора. Величина зміщення осей вказується на кресленні насоса.
Слід заміряти радіальні і осьові зазори в ущільненнях робочих коліс. Зазор між робочим колесом і ущільнюючими кільцями визначають як напіврізниця діаметрів робочих коліс в місці ущільнення і внутрішніх діаметрів кілець ущільнювачів. Вимірювання слід проводити по двох взаємно перпендикулярним діаметрам. Діаметр отвору заміряють мікроштихмасом а діаметр валу мікрометричною скобою. Кільця ущільнювачів не повинні мати овальності а їх зовнішній діаметр відповідати діаметру розточок в корпусі насоса.
Зазори повинні відповідати даним, що вказані в кресленнях. Радіальні зазори в ущільненнях робочих коліс залежно від розміру насоса і температури робочого середовища знаходяться в межах 0,20-0,50 мм на сторону.
Осьові зазори між кільцями ущільнювачів і колесом насоса мають бути більшими осьового пробігу ротора насоса на 1,0-1,5 мм, що дозволяє вільно розширюватись ротору щодо корпусу за рахунок теплового розширення.
Для визначення щільності посадки робочого колеса на вал слід зміряти штихмасом (Штихмас застосовується для вимірювання внутрішніх розмірів деталей, отворів, пазів і т.д. Він складається з мікрометричного гвинта, барабана, гільзи із стопором і наконечника. При вимірюванні штихмас вводять в отвір і рівномірно розсовують наконечники мікрометричної головки до зіткнення із стінками отворів. Штихмасом можна вимірювати отвори поперечником від 35 мм і більше) діаметр отвору ступиці в двох взаємно перпендикулярних місцях. Аналогічно цьому слід виміряти мікрометром діаметр посадочного місця на валу. Різниця діаметрів ступиці і валу дасть величину натягу в посадці робочого колеса.
Перевірка підшипників ковзання
Прилягання вкладишів до розточувань корпусів підшипників провіряют по фарбі. Перевірку і підгонку нижніх половин вкладишів підшипників до шийок валу виконують по тих же правилах, що і аналогічні операції з вкладишами підшипників турбін, що мають циліндричне розточування. Підгонку вкладиша проводять спочатку по фарбі, а потім по натирам, які залишаються на ньому при обертанні валу.
Радіуси заокруглення бабітової заливки мають бути завжди більше радіусів відповідних галтелів (Галтель - скруглення внутрішніх кутів деталей для захисту від механічних пошкоджень шляхом більш рівномірного розподілу навантаження на них) валу, для того, щоб упор валу приходився на торець вкладиша.
Зазори між шийками валу і верхніми половинами вкладишів визначаються за свинцевими тисненнями так само, як і на підшипниках турбін, і встановлюються залежно від діаметру валу. Бічні зазори вимірюють щупом.
Натяг кришок насосів на вкладиш встановлюється 0,04-0,08 мм.
Зазори між маслозахисними ущільненнями (щитками) і валом насоса встановлюються залежно від діаметру валу від 0,10 до 0,30 мм. Кромки маслозахисних щитків з боку валу повинні мати скоси і бути загостреними. Це необхідно, щоб у разі випадкового зіткнення з шийкою валу вони могли легко спрацювати без нагріву і пошкодження валу.
Нормальна робота змащувальних кілець підшипників забезпечується правильністю їх циліндричної форми, відсутністю овальності, вм'ятин і забоїн.
Стики замків і шарнірів кілець не повинні мати уступів, а гнізда у вкладишах для кілець не повинні мати виступів і шорсткостей. Картери підшипників необхідно ретельно очистити.
Щільність системи водяного охолоджування слід перевірити гідравлічним випробуванням на тиск 0,39-0,59 МПа (4-6 кгс/см2). Виявлені підтікання мають бути усунені.
Один з підшипників горизонтального насоса фіксує осьове положення ротора, тобто є упорним (опорно-упорним), а інший, що підтримує другий кінець валу є лише опорним.
Перевірка підшипників кочення
Під час ревізії проводять огляд і перевірку стану підшипників кочення.
Захисне мастило консервації підшипника змивають гарячим маслом. Якщо для зняття консервації застосовується гас, то після очищення продувають підшипник стиснутим повітрям, після чого змащують його турбінним маслом. Оглядаючи очищений підшипник слід переконатися, що на поверхні кульок (роликів), робочій поверхні обойм і сепаратора немає слідів корозії або бруду.
Підбираючи новий підшипник замість пошкодженого необхідно керуватися вказівками складального креслення насоса або маркуванням, нанесеним на сам підшипник. Перевірку посадки підшипника на вал або в корпус зазвичай не проводять. Проте у разі виникнення сумніву в правильності посадки (затискання тіл кочення, ослаблення посадки) перевірку проводять вимірюванням відповідних діаметрів.
Допустимі відхилення діаметрів валу і внутрішньої обойми підшипника кочення приведені в технічних умовах.
Тип посадки зазвичай вказується в складальному кресленні. При цьому напружена або щільна посадка зовнішньої обойми підшипника може бути допущена лише для опорно-упорних підшипників. Для зовнішньої обойми опорних підшипників, осьове положення яких змінюється при теплових зсувах валу, щоб уникнути затискання кульок допускається лише ковзаюча посадка.
Для насадки підшипник кочення слід підігріти в масляній ванні до 80-90°С. У нагрітому стані він легко надягається на вал. Для насадки без попереднього нагріву потрібно користуватися пристосуванням (рис. 2 а) а зняття підшипника виконувати згідно рис. 2 б. У всіх випадках зняття і насадки зусилля можна передавати лише на внутрішню обойму підшипника.
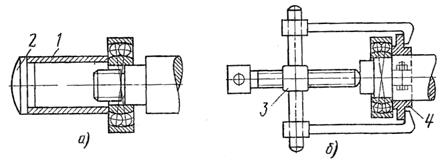
Рис. 2. Пристосування для збирання і зняття підшипників кочення
а - збирання підшипника з валом; б - зняття підшипника з валу
1 - труба з м'якого металу; 2 - сталева наставка; 3 - знімна скоба; 4 - розрізне кільце.
Перевірка ущільнень валу
Сальникове ущільнення. Від нормальної роботи, ущільнень валу залежить надійна експлуатація насосів.
Захисні втулки 6, насаджені на вал в місцях встановлення сальникових ущільнень (рис. 3 а), мають бути ретельно відшліфовані щоб уникнути нагріву і швидкого зносу сальникових кілець 5 (набивання). Необхідно перевірити концентричність розташування валу щодо розточувань сальникових коробок (обойм). Для цього зміряти зазори між валом і розточуванням для сальника в корпусі насоса в чотирьох діаметрально протилежних місцях. Різниця у вимірах не має бути більше 0,2 мм.

Рис. 3. Ущільнення валу насоса
а - сальникове; б – щілинне
1 - нажимна втулка; 2 - трубка підведення води; 3 – упорне кільце; 4 - ліхтарне кільце; 5 - сальникова набивка; 6 - захисна втулка; 7 - вал насоса; 8 - розвантажувальна п'ята; 9 - втулка; 10 - обойма; 11 - камера підведення холодного конденсату; 12 - камера відведення конденсату в конденсатор; 13 - камера відведення конденсату в бак низьких точок
Стрілками показаний рух конденсату
При першому набиванні сальників ліхтарне кільце 4 необхідно дещо змістити назовні для того щоб при підтисканні сальника воно змістилося всередину розточування і встало проти отвору для підведення води на ущільнення.
Для більшості насосів застосовується бавовняна, прографічена і просалена набивка. Для живильних насосів високого тиску і насосів, що працюють на гарячій воді, застосовується спеціальна набивка, просочена графітом і армована мідним дротом.
Товщина набивки вибирається відповідно до розміру кільцевого отвору між розточуванням корпусу насоса і валом (або захисною втулкою). Сальникова набивка набирається на вал окремими кільцями, які виготовляють за розміром валу. Стики у кільцях набивки повинні мати косі розрізи і розташовуватися врозбивку із зміщенням щодо один одного на 120°.
Нажимна втулка сальника 1 повинна розташовуватися щодо валу концентрично, між нажимною втулкою і валом має бути рівномірний радіальний зазор 0,5- 0,8 мм на сторону, що унеможливлює контакт валу і втулки. Перевірку зазору проводять щупом. Нажимна втулка при затягнутому сальнику повинна входити в коробку не більше ніж на 1/3 своєї довжини.
Під час збирання сальника необхідно звернути увагу на величину зазору між упорним кільцем і валом, який повинен знаходитися в межах 0,50-0,80 мм (на сторону).
Остаточне регулювання затягування сальника проводять при працюючому насосі. При цьому нажимну втулку слід підтискати обережно і рівномірно.
При нормальній роботі сальник повинен пропускати деяку кількість води. Сальники насосів, що працюють під розрідженням (конденсатних, циркуляційних) мають бути абсолютно щільними. Герметичність сальників цих насосів досягається підведенням води в ліхтарне кільце від стороннього джерела або від напірної частини насоса. Сальники насосів, що працюють на гарячій воді, оточені камерами, через які пропускається охолоджуюча вода.
Під час роботи насоса набивка зношується з неї вимиваються змащуючі речовини (графит) і в ній відкладаються приносні водою тверді частинки. Внаслідок цього набивання втрачає свою еластичність, починає значно пропускати воду і сильно зношує захисну втулку валу.
Тому набивку через певний період часу необхідно замінювати новою, а по міру зносу доводиться міняти і захисні втулки валу.
Щілинне ущільнення. Для забезпечення безперервної роботи живильних насосів застосовуються безсальникові щілинні ущільнення одна з конструкцій яких приведена на рис. 3 б.
Ідея щілинного ущільнення полягає в тому, що між обоймою 10 і втулкою 9 є радіальний зазор 0,30-0,35 мм (на сторону). Через цей зазор гаряча живильна вода не може проникнути назовні, оскільки кінцевий зазор між буксою і втулкою замкнутий холодним конденсатом, що подається в камеру 11 і що має тиск дещо більший ніж тиск живильної води в розвантажувальній (або всмоктуючій) камері насоса. При цьому частина конденсату проникає в розвантажувальну камеру (камеру всмоктування) а частина відводиться через камери 12 і 13 в конденсатор турбіни і в бак нижчих точок.
Для зменшення витоку води через ущільнення на втулці 9 виконана зворотна гвинтова нарізка. Відносно невеликі зазори в щілинному ущільненні вимагають точного центрування валу щодо обойми ущільнень.
При монтажі слід перевірити радіальні зазори в ущільненні щупом і у разі потреби відрегулювати їх переміщенням корпусів підшипників з установкою контрольних штифтів. Щоб уникнути пошкодження ущільнення твердими частинками, що потрапили в зазор між втулкою і обоймою конденсат, що підводиться має бути чистим. Для цього після монтажу перед пуском насоса слід промити живильний конденсатопровід і стежити за чистотою встановленого фільтру.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 473; Нарушение авторских прав?; Мы поможем в написании вашей работы!