КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Монтаж конденсаторів
|
|
|
|
Монтаж турбоагрегатів розпочинають з монтажу конденсаторів за 2-4 місяці до початку монтажу циліндрів низького тиску. Повністю зібрані конденсатори (одним вузлом) постачаються для турбін невеликої потужності. Конденсатори для потужних турбін збирають з окремих вузлів на монтажному майданчику або в машинному залі.
Технологія збирання і зварювання корпусу конденсатора залежить від ступеня готовності фундаменту турбоагрегату. Якщо виконана нижня плита фундаменту і в машинному залі діє мостовий кран (або є пересувні крани з достатньою вантажопідйомністю) то збирання корпусу конденсатора доцільно проводити на ній.
У випадку коли фундамент вже влаштований, корпус слід збирати поза фундаментом. Після чого його в зібраному вигляді подають в машинний зал і встановлюють в нішу фундаменту. При цьому збирання може проводитись як в машинному залі так і на збиральному майданчику. Після збирання корпусу влаштовують трубні дошки і перегородки та вирізують отвори для трубопроводів.
Точність збирання корпусу конденсатора визначається величиною допуску на співвісність отворів трубних дощок з отворами внутрішніх перегородок яка складає 1-2 мм.
Найкращим місцем збирання корпусу може бути нижня плита фундаменту турбіни з виготовленими залізобетонними плитами на які установлюють конденсатор.
Можливий варіант виготовлення корпусу конденсатора просто на ґрунті з викладкою шпалами які скріплюється будівельними скобами. Для турбін до 100 МВт конденсатор поставляється трьома блоками: горловина і два блоки нижньої частини корпусу. Турбіни 200 МВт мають конденсатор з чотирьох блоків: двох половин розрізаних вздовж вертикальної осі горловини і двох кришок водяних камер.
Нижні частини корпусу перевозяться і зберігаються на складі так щоб монтажний роз'єм, виконаний вздовж вертикальної осі корпусу, розташовувався внизу. Тому при установці на шпальну викладку або інвентарну раму блоки нижньої частини корпусу необхідно перекантувати.
Якщо збирання проводиться в машинному залі за наявності мостового крана кантування нижніх половин корпусу виконується двома гаками. Послідовність операцій приведена на рис. 2. Стропування проводять за спеціальні бобишки, приварені до крайніх проміжних перегородок, і опорні лапи.
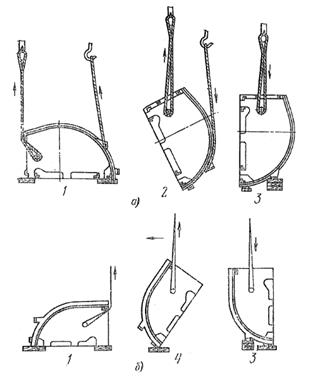
Рис. 2. Кантування блоку корпусу конденсатора.
а -двумя гаками крана; б - одним гаком козлового крана; 1 - підйом блоку; 2 -поворот; 3 - встановлення блоку на шпальну викладку; 4 - момент переходу через положення нестійкої рівноваги
При виконанні роботи на складальному майданчику де у козлових і пересувних кранів є один гак кантування виконується згідно рис. 2 б. У момент переходу блоку через положення нестійкої рівноваги необхідно припинити його підйом і виконати лише невелике горизонтальне переміщення козлового крана або стріли пересувного крана. Це необхідно для того щоб звести до мінімуму неминучий ривок блоку, оскільки при сильному ривку можливий розрив стропи. При виконанні кантування робочі повинні знаходитися на безпечній відстані від блоку.
Першу половину нижньої частини конденсатора встановлюють і вивіряють відвісом по вертикальному роз'єму з допуском ±10 мм, до неї пристиковують другу половину нижньої частини корпусу. При цьому необхідно вирівняти обидві половини корпусу так, щоб вертикальні роз'єми по трубним дошках, перегородкам і водяним камерам були притиснуті один до одного по всій довжині і нещільності в стику не перевищували 3-4 мм. Крім того, має бути перевірена і забезпечена співвісність отворів трубних дощок з отворами проміжних перегородок.
Стиковка блоків виконується за допомогою пристосувань(система кутників приварених до двох половин корпусу і стягнутих між собою болтовими з'єднаннями), показаних на рис. 3. Трубні дошки, перегородки і корпус стягуються пристосуваннями типу а. Для вирівнювання кромок, що стикуються застосовують пристосування типу в (рис. 3).
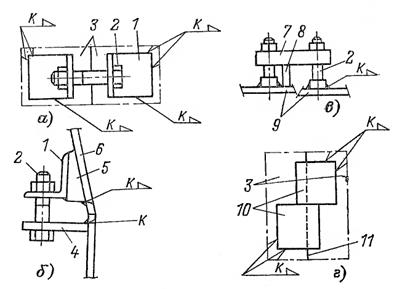
Рис. 3. Пристосування для стиковки блоків конденсаторів.
а - стягання вертикальних і горизонтальних роз'ємів; б - стягання горловини з корпусом; в - вирівнювання кромок листів; г - планки-фіксатори. 1 - кутник; 2 - болт; 3 - блок; 4 - стійка; 5 - косинка; 6 - горловина; 7 - планка; 8 - підкладка; 9 - кромки листів; 10 - планки-фиксатори; 11 - роз'єм блоків.
Співвісність отворів трубних дощок і перегородок перевіряють по струні. При цьому отвори в перегородках мають бути розташовані на 3-5 мм вище за отвори в дошках. Цю перевірку слід виконати в центрі і біля країв кожної трубної дошки.
Після закінчення вивірки нижніх половин корпусу спочатку виконують прихват деталей а потім їх зварювання. Прихват виконують короткими швами в середині стиків, зварювання виконують так, щоб забезпечити мінімальні величини деформацій зварюваних деталей.
Горловину стикують із зварерим корпусом конденсатора за допомогою пристосування (рис. 3 б), після вивіряння прихоплюють і приварюють до корпусу конденсатора а по місцю їх з'єднання приварюють сполучні планки ребер жорсткості. Після цього пристосування для стягування кромок деталей корпусу видаляють.
Перевірка якості зварних з'єднань корпусу і горловини може бути виконана методом гасової проби. Для цього зварні шви покривають зовні крейдою, тонкий порошок якої розводять у воді. Коли крейда висохне, шви з внутрішньої сторони корпусу промазують гасом. У нещільних місцях зварних швів гас через певний час проникає на поверхню і буде помітний у вигляді темних плям на білому фоні.
Крім того контрольну перевірку якості зварних з'єднань корпусу виконують під час гідравлічного випробування корпуса конденсатора.
При встановлені кришок водяних камер насамперед затягують кріплення фланцевого з'єднання, а потім анкерні зв'язки. На анкерних зв'язках спочатку нагвинчують внутрішні гайки, а потім затягують зовнішні. Така послідовність забезпечує з'єднання кришки без її деформації.
Кришки і їх люки ущільнюють гумовими шнурами, які закладають у відповідні пази на фланцях. Кінці шнурів зрізають під укіс і склеюють. Стик шнура ущільнювача розташовується так, щоб під тиском кришки (люка) його кінці притискалися один до одного.
До встановлення конденсатора в отвір фундаменту необхідно вирівняти поверхню бетону в місцях встановлення підкладок під рами пружинних опор. Товщину підкладок визначають по кресленнях встановлення конденсатора з умови забезпечення зазору між вихлопним патрубком ЦНТ і горловиною конденсатора 30-40 мм, при цьому число підкладок в одному наборі не повинне перевищувати три.
Однокорпусний конденсатор турбіни потужністю 300 МВт поступає на монтажну площадку у вигляді 20 блоків. Блоки корпуса конденсатора в кількості 16 шт утворені при його розрізанні в повзтовжному і поперечному напрямах. Горловина розрізана на 4 блоки.
Збирають корпус конденсатора на фундаментних плитах турбіни. Розпочинають збирання корпуса конденсатора з встановлення і зварювання 8 нижніх частин. Потім вивіряють і збирають 8 верхніх частин. Центрують блоки між собою з допомогою затяжних фіксаторів, які приварюють на заводі. Технологія заварювання і контролю на всіх конденсаторах однакова.
|
|
|
|
|
Дата добавления: 2017-01-13; Просмотров: 1162; Нарушение авторских прав?; Мы поможем в написании вашей работы!