КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Формоизменяющие операции холодной листовой штамповки.
|
|
|
|
Процесс листовой штамповки характеризуется высокой производительностью (до 40000 деталей в смену с одного штампа), легко поддается механизации и автоматизации, обеспечивает высокую точность размеров и хорошее качество поверхности отштампованных деталей. Операции листовой штамповки подразделяют на разделительные и формоизменяющие. К разделительным операциям относятся отрезка, вырубка и пробивка; к формоизменяющим - гибка, вытяжка, обжим, отбортовка, формовка.
- Гибка изменяет направление оси заготовки. При этом верхние слои заготовки сжимаются, а нижние - растягиваются. Нейтральный слой радиуса р растяжению и сжатию не подвергается.
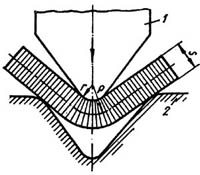 Минимальный радиус изгиба, при котором не возникает разрушения наружных слоев заготовки от растягивающих напряжений rmin= (0,25-0,30)s, где s - толщина заготовки. Естественно, что с увеличением пластичности изгибаемого материала можно уменьшать радиус изгиба. После окончания гибки вследствие упругой деформации (пружинения) изделие несколько распрямляется. Необходимую длину заготовки определяют, считая, что длина изделия по нейтральному слою равна длине заготовки.
Минимальный радиус изгиба, при котором не возникает разрушения наружных слоев заготовки от растягивающих напряжений rmin= (0,25-0,30)s, где s - толщина заготовки. Естественно, что с увеличением пластичности изгибаемого материала можно уменьшать радиус изгиба. После окончания гибки вследствие упругой деформации (пружинения) изделие несколько распрямляется. Необходимую длину заготовки определяют, считая, что длина изделия по нейтральному слою равна длине заготовки. - Вытяжка - операция, в результате которой плоская заготовка превращается в полое изделие или полуфабрикат. Заготовка для тел вращения имеет форму диска и изготовляется обычно вырубкой. Как видно на рисунке, средняя часть заготовки, проталкиваемая пуансоном в отверстие матрицы, уменьшает по диаметру кольцевую часть (фланец), и край заготовки, таким образом,приближается к кромке отверстия матрицы. Oneрация заканчивается, когда вся заготовка проталкивается пуансоном через отверстие матрицы. Чтобы уменьшить вероятность разрыва заготовки от концентрации напряжений на кромке пуансона и матрицы, необходимо выдерживать следующие соотношения размеров: rп= (4-6)s; rм= (5-10)s; z = (1,1-1,3)s.
На вероятность разрушения влияет также отношение диаметра заготовки Dз к диаметру вытянутого изделия dизд: чем больше это отношение, тем больше растягивающие радиальные напряжения на переходе от донышка к фланцу. Эти напряжения могут вызвать прорыв донышка. Практически коэффициент вытяжки К = Dз/ dизд = 1,5-2,0
Размеры заготовки определяют, приравнивая площади поверхности изделий и заготовки. Это допустимо, так как при вытяжке в среднем толщина листа остается постоянной (у донышка толщина незначительно уменьшается, а по краям-несколько увеличивается). Ограничением коэффициента вытяжки не всегда удается получить изделие с заданным отношением высоты к диаметру за одну операцию вытяжки. Для этой цели проводят несколько операций вытяжки. Для каждой последующей вытяжки (смотри на рисунке) заготовкой служит полуфабрикат, полученный предыдущей вытяжкой. Диаметр полуфабриката уменьшается от вытяжки к вытяжке, а его длина увеличивается. Максимальный коэффициент вытяжки применяют при первой вытяжке. - Вытяжка может вызвать образование складок по длине штампуемого изделия (полуфабриката) вследствие тангенциального сжатия фланца. Складкообразование можно предотвратить, если прижать фланец к торцу матрицы. Прижим может быть жестким и подвижным. Жесткий (неподвижный) прижим - это прижимное кольцо, устанавливаемое в штампе таким образом, чтобы зазор между ним и рабочим торцом матрицы был несколько больше толщины заготовки. Усилие подвижного прижима создается пружинами, резиновым вкладышем или сжатым воздухом.
Холодная вытяжка, как и всякая операция холодной деформации, вызывает наклеп. Поэтому перед последующими вытяжками полуфабрикат подвергают отжигу, травлению, промывке и сушке. При вытяжке весьма важно уменьшить трение по рабочим поверхностям матрицы и прижимного кольца во избежание прорыва донышка. Это достигается смазкой чистыми минеральными маслами, минеральными маслами с графитом, мелом или тальком, мыльными эмульсиями. Иногда применяют вытяжку с утонением: зазор между пуансоном и матрицей устанавливают меньше толщины исходного листа, в результате чего толшина стенки полой детали получается меньше толщины донышка. - Обжим позволяет уменьшить поперечное сечение конца заготовки, заталкиваемой в матрицу. Для предотвращения складкообразования на обжатой части заготовки необходимо выдерживать отношение
dзаг/ dизд=1,2-1,3 - Отбортовка - это операция, в результате которой из плоского участка заготовки с отверстием путем раздачи отверстия получают горловину (борт).
 Для малых отверстий применяют сферический или конический пуансон с радиусом закругления rп = (5-10)s. Увеличение диаметра отверстия оценивается коэффициентом отбортовки Кот. Чтобы не возникло трещин по краю отверстия, при отбортовке выбирают Кот= dизд/ dотв=1,4-1,6
Для малых отверстий применяют сферический или конический пуансон с радиусом закругления rп = (5-10)s. Увеличение диаметра отверстия оценивается коэффициентом отбортовки Кот. Чтобы не возникло трещин по краю отверстия, при отбортовке выбирают Кот= dизд/ dотв=1,4-1,6 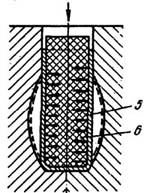
- Формовка - это изменение формы в результате локальных деформаций растяжения. Примером формовки может служить раздача средней части вытянутого полуфабриката при помощи резинового вкладыша, создающего боковое давление на стенки стакана под действием осевого усилия пуансона. После формовки вкладыш легко удаляется из изделия
№7
|
|
|
|
|
|
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 88; Нарушение авторских прав?; Мы поможем в написании вашей работы!