КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Производственный процесс и его структура.
|
|
|
|
Массовое.
Серийное
Единичное,
Типы производства и их технико-экономические характеристики.
Организация производственных процессов на машиностроительном предприятии, выбор наиболее рациональных методов подготовки, планирования и контроля за производством во многом определяются типом этого производства.
Под типом производства понимается совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществляемого на одном или многих рабочих местах, в масштабе участка, цеха, предприятия. Тип производства во многом предопределяет формы специализации и методы организации производственных процессов.
В основу классификации типов производства положены следующие факторы: широта номенклатуры, объем выпуска, степень постоянства номенклатуры, характер загрузки рабочих мест и их специализация.
Номенклатура продукции представляет собой количество наименований изделий, закрепленных за производственной системой, и характеризует ее специализацию. Чем шире номенклатура, тем менее специализирована система, и, наоборот, чем она уже, тем выше степень специализации.
Объем выпуска изделий — это количество изделий определенного вида, изготавливаемых производственной системой в течение определенного периода. Объем выпуска и трудоемкость изделия каждого вида оказывают решающее влияние на характер специализации этой системы.
Степень постоянства номенклатуры — это повторяемость изготовления изделия данного вида в последовательные периоды. Если в один плановый период изделие данного вида выпускается, а в другие периоды не выпускается, то фактор постоянства отсутствует. Регулярное повторение выпуска изделий данного вида является одной из предпосылок обеспечения ритмичности производства.
Характер загрузки рабочих мест означает закрепление за рабочими местами определенных операций технологического процесса. Если за рабочим местом закреплено минимальное количество операций, то это узкая специализация, а если за рабочим местом закреплено много операций (если станок универсальный), то это означает широкую специализацию.
В зависимости от перечисленных выше факторов различают три типа производственных процессов, или три типа производства:
В машиностроении практически нет предприятий с однородными по типу производственными процессами. Так, на заводах массового производства могут быть среднесерийные процессы и даже мелкосерийные, а на заводах единичного производства изготовление некоторых деталей может быть организовано по серийному принципу, например производство крепежа.
Тип производства оказывает решающее влияние на особенности организации производства. Эти особенности прежде всего отражаются на форме протекания производственного процесса — непрерывный и прерывный; границах экономически целесообразного использования специального и автоматизированного оборудования; на составе оборудования и применяемой технологической оснастки; составе и квалификации кадров; на способе движения предметов труда в производственном процессе; системе планирования и управления производством.
Тип производства отражает определенный уровень стандартизации, унификации и нормализации изготавливаемой продукции.
В зависимости от типа производства значительно изменяется и состав технологического оборудования. В массовом производстве экономически выгодно применение специализированного, автоматизированного оборудования, робототехники. В единичном производстве эти виды оборудования использовать экономически невыгодно в связи с низким уровнем их загрузки как по времени, так и по мощности.
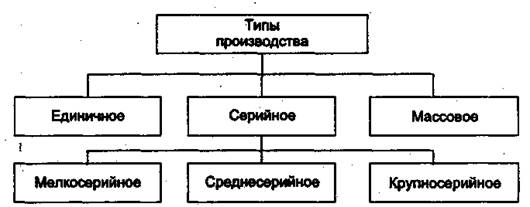
Рис. 2.1. Классификация типов производства
Типы производства различаются структурой использования оборудования во времени. Чем ближе тип производства к массовому, тем выше процент основного времени в общей трудоемкости выполняемых работ, тем меньше удельный вес вспомогательного и подготовительно-заключительного времени. Каждому типу производства соответствуют: величина указанных коэффициентов, вид используемого оборудования, технология и формы организации производства, виды движений предметов труда, производственная структура предприятия (цеха, участка) и другие особенности.
Единичное производство характеризуется широкой номенклатурой изделий и выпуском в малых объемах одинаковых изделий, повторное изготовление которых, как правило, не предусматривается.
Единичными производственными процессами называют такие, при которых периодически изготовляют широкую номенклатуру изделий различного назначения, но более или менее близкую по конструктивным признакам, причем выпуск каждого изделия определен в ограниченных количествах. Поэтому невозможно постоянное закрепление операций за отдельными рабочими местами, и коэффициент специализации больше 40 детале-операций на одно рабочее место. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводит к ограничению возможностей использования стандартных конструкторских и технологических решений. В единичном производстве велик удельный вес оригинальных и незначителен удельный вес унифицированных деталей. Цехи заводов единичного производства состоят из участков, организованных по технологическому признаку. Например, в механических цехах создаются производственные участки по группам однородных станков — токарный, фрезерный, шлифовальный, сверлильный.
Специализация таких рабочих мест обусловлена только их технологической характеристикой и размерами обрабатываемых изделий. При этом производстве применяют универсальное оборудование, и в основном последовательный вид движения партий деталей по операциям технологического процесса. Заводы имеют сложную производственную структуру, а цехи специализированы по технологическому принципу.
Серийное производство специализируется на изготовлении ограниченной номенклатуры изделий в сравнительно небольших объемах и повторяющимися через определенное время партиями (сериями).
Серийными производственными процессами называют такие, при которых периодически изготовляют относительно ограниченную номенклатуру изделий в количествах, определяемых партиями или сериями. Под серией понимается некоторое количество конструктивно одинаковых изделий, запускаемых в производство. При этом на каждом рабочем месте выполняется несколько деталеопераций, чередующихся через определенные промежутки времени. Количественно уровень серийности процесса производства можно характеризовать коэффициентом серийности (специализации). В зависимости от числа закрепляемых за каждым рабочим местом операций, регулярности повторения партий изделий и их размера различают три подтипа (вида) серийного производства: мелкосерийное, среднесерийное и крупносерийное.
Мелкосерийное производство тяготеет к единичному: изделия выпускаются малыми сериями широкой номенклатуры, повторяемость изделий в программе завода либо отсутствует, либо нерегулярна, а размеры серий неустойчивы; предприятие все время осваивает новые изделия и прекращает выпуск ранее освоенных. За рабочими местами закреплена широкая номенклатура операций: 21- 40 операций. Оборудование, виды движений, формы специализации и производственная структура те же, что и в единичном производстве.
Для среднесерийного производства характерно, что изделия выпускаются довольно крупными сериями ограниченной номенклатуры; серии повторяются с известной регулярностью по периоду запуска и количеству изделий в партии; годичная номенклатура все же шире, чем ежемесячная. За рабочими местами закреплена более узкая номенклатура операций:6-20 операций. Оборудование универсальное и специальное, вид движения предметов труда — параллельно-последовательный. Заводы имеют развитую производственную структуру, заготовительные цехи специализируются по технологическому принципу, а в механосборочных цехах создаются предметно-замкнутые участки.
Крупносерийное производство тяготеет к массовому. Изделия выпускаются крупными сериями ограниченной номенклатуры, а основные или важнейшие из них производятся постоянно и непрерывно. Рабочие места имеют более узкую специализацию: 2-5 операций. Оборудование преимущественно специальное, виды движений предметов труда параллельно-последовательный и параллельный. Заводы имеют простую производственную структуру, обрабатывающие и сборочные цехи специализированы по предметному принципу, а заготовительные — по технологическому.
Массовое производство характеризуется выпуском узкой номенклатуры изделий в течение длительного периода и большим объемом, стабильной повторяемостью.
Массовыми производственными процессами называют такие, в ходе которых непрерывно и в большом количестве изготовляется узкая номенклатура изделий. При этом рабочие места специализируются на выполнении, как правило, одной постоянно закрепленной деталеоперации.
Все изделия номенклатуры завода изготавливаются одновременно и параллельно. Количество наименований изделий в годовой и месячной программах совпадает. На предприятиях с массовым типом производства высокий удельный вес специального оборудования, механизированных и автоматизированных поточных линий, вид движения предметов труда — параллельный. Цехи и участки специализированы преимущественно по предметному принципу. Заводы имеют простую и четко определенную производственную структуру.
С ростом объема выпуска конструктивно и технологически однородной продукции, т. е. при переходе от единичного к серийному и массовому типу производства уменьшается доля живого труда и возрастает доля расходов, связанных с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции и изменению ее структуры.
При сочетании механизации и автоматизации производственных процессов, а также загрузки рабочих мест (оборудования) с видами движений предметов труда можно получить серийное производство в четырех вариантах:
1) серийное непрерывно-поточное (неавтоматическое);
2) серийное непрерывно-поточное (автоматическое);
3) серийное прямоточное (прерывно-поточное);
4) простое серийное производство (неагрегатированное в поточную линию с групповым расположением оборудования).
Массовое производство — в трех вариантах:
1) массовое непрерывно-поточное (неавтоматическое);
2) массовое непрерывно-поточное (автоматическое);
3) массовое прямоточное (прерывно-поточное).
Исходя из типа производства устанавливается тип предприятия и его подразделений. На каждом предприятии могут существовать различные типы производства. Поэтому тип предприятия или его подразделения определяется по преобладающему на нем типу конечного производства. Тип производства оказывает решающее влияние на особенности его организации, управления и оперативно-производственного планирования, а также технико-экономические показатели. Если рассматривать всю совокупность типов производства как единое целое, начиная с единичного и кончая массовым, то по мере продвижения к массовому производству можно отметить:
а) непрерывное расширение области применения высокопроизводительных технологических процессов, сопровождающихся механизацией и автоматизацией производства;
б) увеличение доли специального оборудования и специальной технологической оснастки в общем количестве орудий труда;
в) общее повышение технической квалификации рабочих, а также внедрение передовых методов и приемов труда.
Благодаря использованию групповых методов обработки деталей, средств автоматизации и электронизации производственных процессов можно применять организационные формы массового производства в серийном и даже в единичном производстве и добиваться высоких технико-экономических показателей. Например, внедрение гибких производственных комплексов в единичном производстве обеспечивает рост производительности труда в 4—6 раз, повышает коэффициент использования оборудования до 0,92—0,95, снижает потребность в производственных площадях на 40-60%, сокращает продолжительность производственного цикла и улучшает все технико-экономические показатели.
Контрольные вопросы:
1. Понятие типа производства.
2. Факторы, определяющие тип производства.
3. Организационные и технико-экономические характеристики типов производства.
3.1. Процесс производства и его структура. Классификация производственных процессов. Фазы (стадии) производства. Технологические операции: структура и виды.
Производственный процесс представляет собой совокупность взаимосвязанных основных, вспомогательных и обслуживающих процессов труда и орудий труда в целях создания потребительских стоимостей - полезных предметов труда, необходимых для производственного или личного потребления. В процессе производства рабочие воздействуют на предметы труда при помощи орудий труда и создают новые готовые продукты, например станки, телевизоры и т.д. Различают основные, вспомогательные и обслуживающие производственные процессы.
Основные производственные процессы — это процессы, в ходе которых непосредственно изменяются форма, размеры, свойства, внутренняя структура предметов труда, в результате чего они превращаются в готовую продукцию.
Вспомогательные производственные процессы объединяют такие процессы, результаты которых используются непосредственно в основных процессах либо для обеспечения их бесперебойного и эффективного осуществления.
Обслуживающие производственные процессы — это процессы труда по оказанию услуг, необходимых для осуществления основных и вспомогательных производственных процессов.
Основные, а в некоторых случаях и вспомогательные, производственные процессы протекают в разных стадиях.
Стадия — это обособленная часть производственного процесса, когда предмет труда переходит в другое качественное состояние. Например, материал переходит в заготовку, заготовка — в деталь и т.д.
Основные производственные процессы протекают в следующих стадиях: заготовительной, обрабатывающей и сборочной.
Заготовительная стадия предназначена для производства заготовок деталей. Она характеризуется весьма разнообразными методами производства. Например, раскрой или резка заготовок деталей из листового материала, изготовление заготовок методами литья, штамповки, ковки и т.д. Основная тенденция развития технологических процессов на этой стадии заключается в приближении заготовок к формам и размерам готовых деталей. Орудиями труда на этой стадии являются отрезные станки, прессово-штамповочное оборудование, гильотинные ножницы и др.
Обрабатывающая стадия — вторая в структуре производственного процесса - включает механическую и термическую обработку. Предметом труда здесь являются заготовки деталей. Орудиями труда на этой стадии в основном служат различные металлорежущие станки, печи для термической обработки, аппараты для химической обработки. На этой стадии деталям придаются размеры, соответствующие заданному классу точности.
Сборочная (сборочно-монтажная) стадия — это производственный процесс, в результате которого получаются сборочные единицы (мелкие сборочные единицы, подузлы, узлы, блоки) или готовые изделия. Предметом труда на этой стадии являются детали и узлы собственного изготовления, а также полученные со стороны (комплектующие изделия).
Как основные, так и вспомогательные, а иногда и обслуживающие производственные процессы состоят из основных и вспомогательных элементов — операций. Деление производственного процесса на операции, а далее на приемы и движения необходимо для разработки технически обоснованных норм времени выполнения операций.
К основным относятся операции, непосредственно связанные с изменением размеров, форм, свойств и внутренней структуры предмета труда или с превращением одного вещества в другое, а также с изменением местоположения предметов труда относительно друг друга. К вспомогательным относятся операции, выполнение которых способствует протеканию основных, например перемещение предметов труда, контроль качества, снятие и установка, хранение и т. д.
Операция — часть производственного процесса, которая, как правило, выполняется на одном рабочем месте без переналадки и одним или несколькими рабочими (бригадой).
В зависимости от степени технического оснащения производственного процесса различают операции: ручные, машинно-ручные, машинные, автоматические и аппаратные.
В организационном отношении основные и вспомогательные производственные процессы (их операции) условно подразделяются на простые и сложные.
Простыми называют процессы, в которых предметы труда последовательно проходят несколько связанных между собой операций, в результате которых образуются частично готовые продукты труда (заготовки, детали, т.е. неразъемные части изделия).
Сложные процессы — это когда в результате соединения частных продуктов получаются готовые продукты труда, т. е. сложные изделия (станки, машины и др.).
|
|
|
|
|
Дата добавления: 2017-02-01; Просмотров: 177; Нарушение авторских прав?; Мы поможем в написании вашей работы!