КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лобовые и карусельные станки
Лобовые станки. Для обработки коротких заготовок большого диаметра и небольшой длины типа шкивов, больших зубчатых колес, маховиков в индивидуальном производстве и в ремонтных мастерских применяют токарные лобовые станки.По внешнему виду они отличаются от токарных станков сравнительно малой длиной и большим (до 4 м) диаметром планшайбы, а также отсутствием задней бабки. На рис. 3.5 приведены лобовые станки с суппортом, установленным на одной станине со шпиндельной бабкой (рис. 3.5, а) и с обособленным суппортом (рис 3.5, б).
Станки состоят из следующих основных узлов: передней бабки 1 с коробкой скоростей и главным электродвигателем 2, планшайбы 3, суппорта 4. Станок с общей станиной имеет коробку подач 5, передающую движение на ходовой вал 6. Станки с обособленным суппортом предназначены для обработки особо крупных деталей, превышающих диаметр планшайбы. Для этого в фундаменте под планшайбой делают
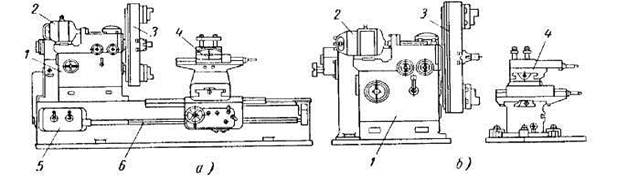
Рис. 3.10. Лобовые токарные станки:
а - со станиной; б - без станины
выемку. Привод подачи суппорта такого станка осуществляется или от отдельного двигателя, или храповым устройством от шпинделя станка.
В настоящее время ввиду невысокой точности, сложности установки заготовки, а также низкой производительности лобовые станки применяют редко; их вытеснили более совершенные карусельные станки.
Карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины; на них можно производить почти все виды токарных работ. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором крепится заготовка, значительно облегчает ее установку и выверку, что весьма затруднено при обработке больших тяжелых заготовок на токарных и токарно-лобовых станках.
Карусельные станки выпускаются одностоечными с планшайбой диаметром до 1,6 м и двухстоечными с более крупными планшайбами для обработки деталей диаметром до 18 м и более; имеются токарно-карусельные станки, на которых можно обрабатывать детали диаметром до 24 м.
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции. Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм
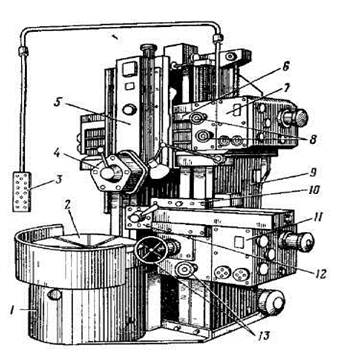 Рис. 3.11. Токарно-карусельный одностоечный станок
Рис. 3.11. Токарно-карусельный одностоечный станок
обычно одностоечные, а станки с планшайбами большего диаметра - двухстоечные.
 Токарно-карусельный станок мод. 1512. Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т. п. Общий вид одностоечного токарно-карусельного станка показан на рис. 3.11. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового 10 суппорта с четырех -местным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта 10 осуществляется от коробки подач 7 и 11. Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта маховичками 13.
Токарно-карусельный станок мод. 1512. Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т. п. Общий вид одностоечного токарно-карусельного станка показан на рис. 3.11. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового 10 суппорта с четырех -местным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта 10 осуществляется от коробки подач 7 и 11. Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта маховичками 13.
Рис. 3.12. Двухстоечный токарно-карусельный станок мод. 1525
Двухстоечные токарно-карусельные станки выпускаются мод. 1520, 1Л525 1525, 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Общий1 вид токарно-карусельного станка мод. 1525 показан на рис. 3.12. Станок имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11, скрепленные между собой балкой 10. По вертикальным направляющим стоек с помощью вертикальных ходовых винтов 6 и 12 от отдельного электродвигателя может перемещаться траверса 8. По горизонтальным направляющим могут перемешаться два вертикальных револьверных суппорта 7 и 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционно управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой cynnopт с коробкой подач; правый вертикальный неповоротный суппорт; приспособление для обработки фасонных поверхностей; приспособлении для нарезания резьб; приспособление для
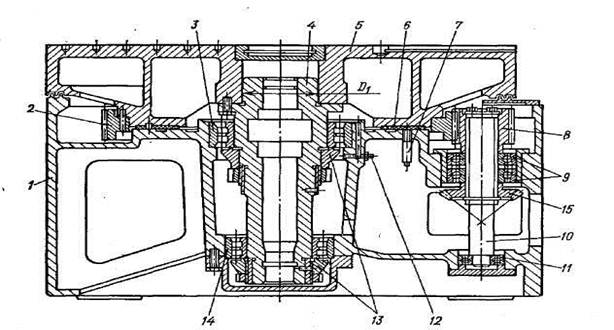
Рис. 3.13. Стол токарно-карусельного станка
Техническая характеристика станка
Размеры обрабатываемой детали, мм: (диаметр... 2500, высота... 1600); Число суппортов... 2; Число частот вращения планшайбы... 18; Пределы частот вращения планшайбы, об/мин...1,6 – 80; Число подач суппортов... 18; Пределы подач суппортов, мм/об... 0,09-16.
работы по упорам.
Стол станка. На рис. 3.13 показана конструкция стола рассматриваемого станка. В корпусе 1 установлен шпиндель 4, верхней и нижней опорами которого служат подшипники 3 и 14, регулируемые гайками 13. На шпинделе установлена планшайба 5, сцентрированная по диаметру D1. Вал 10 с конической шестерней 15 и цилиндрической 8 установлен в корпусе на опорах 9 и 11. Вращение с коробки скоростей передается на планшайбу через шестерни 15, 8 и 2. Осевые нагрузки, действующие на планшайбу, воспринимают плоские направляющие 6 с текстолитовыми накладками. Смазка направляющих и подшипника 3 принудительная, через штуцера 7 и 12. Остальные опоры смазываются стоком масла. Выточка в планшайбе сделана для возможности центрирования приспособлений.
|
Дата добавления: 2014-01-04; Просмотров: 6477; Нарушение авторских прав?; Мы поможем в написании вашей работы!