КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
А - мод 2Н125, б - мод 2Н135
|
|
|
|
Коробки скоростей. Наиболее распространенные отечественные вертикально-сверлильные станки мод. 2А125 и 2А135 имеют многоваловые 9-скоростные коробки скоростей со знаменателем геометрической прогрессии ф = 1,41 и диапазоном регулирования R = 16, построенные по структуре 3x3. Для этих станков разработаны новые унифицированные коробки скоростей (рис. 6.21). Габарит сверлильной головки станка модели 2Н125 позволяет разместить в ней двенадцатиступенчатую коробку скоростей, имеющую не более четырех валов (рис. 6.21- 6, а), поэтому она выполнена по обычной многоваловой схеме со структурной формулой 3x2x2 с повышающей передачей на шпиндель. Коробки скоростей станков мод. 2Н135 (рис. 6.21, б) выполнены по сложенной схеме со структурной формулой (3x2) + (3x2). С первого вала 8 на второй вал 7 вращение передается с помощью одного передвижного тройного блока 9. С вала 7 передача последовательно идет на валы 6, 5 и 1 соответственно через двойной блок 12, зубчатые колеса 13, 14, 4 и блок 2. По этой кинематической цепи шпиндель получает шесть низких скоростей. Шесть высоких скоростей обеспечиваются по укороченной цепи: от колес, расположенных на валу 7, через блок 2У который имеет три фиксированных положения. В этом случае блок 12 находится в нейтральном положении, в результате чего валы 6 и 5 отключены. Такая схема позволяет существенно понизить шум коробки скоростей и повысить ее КПД. В этих коробках количество унифицированных деталей достигает 80%.
Конструкция коробок скоростей во многом зависит от компоновки станка. Станки мод, 2А125 и 2А135, скомпонованные по типу кронштейн, имеют вытянутую коробку скоростей, у которых электродвигатель на лапах расположен вертикально и крепится к задней стенке коробки скоростей. Электродвигатель с первым валом связан через ременную передачу. Станки новой гаммы выполнены по компоновке типа агрегат. Здесь в качестве привода главного движения применен односкоростной фланцевый асинхронный электродвигатель вертикального исполнения. С коробкой скоростей он связан через упругую муфту.
Опоры валов коробки скоростей размещены в двух плитах, верхней 3 и нижней 11, скрепленных между собою четырьмя стяжками 10. Вал 1 коробки скоростей - гильза со шлицевым отверстием, через которое передается вращение шпинделю станка. Все валы коробки скоростей шлицевые, что значительно упрощает сборку. Коробка скоростей собирается отдельно независимо от других узлов и затем монтируется в сверлильную головку. Механизмы коробки скоростей, как и всей сверлильной головки, смазываются от плунжерного насоса, закрепленного на нижней плите коробки. Работа насоса контролируется с помощью специального маслоуказателя, установленного в верхней плите 3. Важно помнить, что если масло не поступает в контрольный глазок, работу на станке следует прекратить, осмотреть насос и трубопровод. Для доступа к насосу смазки необходимо снять левую боковую крышку сверлильной головки. Смазка подшипников и зубчатых колес коробок скоростей и подач, а также механизма подач производится маслом индустриальное 20 (ГОСТ 1707—51), которое нужно менять один раз в 3 мес.
Коробки подач вертикально-сверлильных станков новой гаммы представляют собой многоваловые механизмы, образованные путем последовательного соединения групповых передач. Коробки подач станков мод. 2Н118, 2Н125, 2Н135 и 2Н150 имеют соответственно 6, 9, 9 и 12 подач. В последних трех станках, изготовляемых на одном заводе, коробки подач широко унифицированы между собой. Они представляют собой трехваловые механизмы, построенные по структурным формулам 3x3 и 3x4 (рис. 6. 22).
В станках мод. 2Н125 (рис. 6.22, а) и 2Н135 девять различных подач обеспечивается двумя тройными зубчатыми блоками 5 и 9. Муфта 6, сидящая на валу 4, передает вращение через предохранительную муфту на червяк механизма подач. Коробки подач этих станков отличаются только передаточным отношением привода, т. е. кинематической цепью от шпинделя до первого вала коробки подач. В станке мод. 2Н135 движение от шпинделя передается непосредственно на первый вал коробки подач через имеющееся на нем зубчатое колесо, а в станке мод. 2Н125 - через колеса 1, 3 и 2, размещенные на консольных частях валов 7 и 8.

Рис. 6.22. Коробка подач вертикально-сверлильного станка
а - мод. 2Н125
Механизмы переключения скоростей и подач. В вертикально-сверлильных станках применяют следующие механизмы переключения скоростей и подач: однорукояточные, пресс-селективные, автоматические и многорукояточные. Использование того или иного механизма определяется назначением станка.
В универсальных станках мод. 2HU8, 2Ш25, 2Н135 и 2Н150 действуют однорукояточные механизмы переключения скоростей и подач (рис. 6.23). Они приводятся в действие рукояткой 1, которая имеет четыре положения по окружности и три вдоль оси поворота. Вращательное движение рукоятки 1 через ступицу 6 передается через пару зубчатых колес на вал 14. Ступица 6 смонтирована на игольчатых подшипниках во фланце 8, который жестко закреплен в корпусе сверлильной головки. Вал 14 также смонтирован на игольчатых подшипниках в корпусе 10, закрепленном на-нижней плите
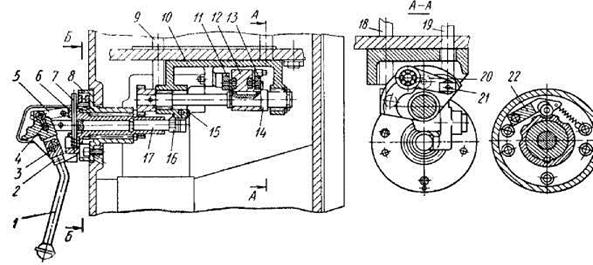
Рис. 6.23. Однорукояточный механизм переключения скоростей в станке
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 2267; Нарушение авторских прав?; Мы поможем в написании вашей работы!