КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Тема 27. Контроль свойств паяных соединений
|
|
|
|
27.1. Общие положения
Паяное соединение образовано из материалов с разными физическими и химическими свойствами. Оно состоит из паяемого материала и припоя. На контактных поверхностях образцов при пайке протекают диффузионные процессы с образованием новых сплавов в соединении. В процессе пайки на границе раздела паяемых материалов при нагреве происходят физико-химические процессы, которые могут приводить как к образованию дефектов в паяных соединениях, так и к разупрочнению паяемых материалов.
Паяемость металлов прежде всего определяется прочностью связей между припоем и паяемым материалом, которая зависит от смачивания соединяемых поверхностей припоем.
На смачиваемость припоя основного металла влияют:
- химический состав и физические свойства;
- механические свойства (прочность, пластичность и т.д.);
- металлургические характеристики (тип структуры, величина зерна, морфология частиц фаз, включений и т.д.);
- технологические факторы (состояние поверхности паяемых изделий, шероховатость и т.д.).
Прочность паяного соединения отличается от прочности паяемых материалов, припоев и зависит от различных факторов. Испытания на определение прочности паяных соединений необходимо проводить, принимая во внимание:
- химический состав и прочность паяемого материала и припоя и флюса;
- форму образца, геометрию и вид поверхности соединения;
- технологию низкотемпературной (мягкой) или высокотемпературной (твёрдой) пайки (вид источника нагрева, зазор между паяемыми деталями, скорость нагрева, температура пайки, время выдержки при температуре пайки и т.д.);
- количество образцов для испытаний;
- методы представления результатов;
- характер и размер дефектов на поверхности излома.
В процессе подготовки деталей под пайку конструкций выборочному контролю подвергаются:
- величина зерна – она должна соответствовать требованиям ГОСТ (требуемая величина зерна и стабильность структуры достигаются посредством термической обработки на стадии, предшествующей пайке; испытания образцов проводятся из металла или паяной конструкции);
- толщина покрытия;
- шероховатость поверхности и т.д.
Традиционно детали перед пайкой (в заготовках или после черновой механической обработки) подвергают термической обработке для обеспечения требуемых механических свойств. Обычно это относится к материалам, малочувствительным к последующему нагреву, или к случаям, когда температура пайки не превышает критических значений, при которых могут быть объемные изменения. Такая термообработка нередко включает в себя закалку с охлаждением на воздухе (нормализация). Вместе с тем в современном машиностроении широко применяются жаропрочные дисперсионно-твердеющие сплавы и высокопрочные высоколегированные материалы, чувствительные к последующему нагреву.
В процессе изготовления деталей из указанных материалов заготовки обычно также подвергают термообработке. Причем последняя может быть неоднократной, а иногда частично совмещенной с пайкой. Режим термической обработки назначают в соответствии с критическими точками и диаграммами изотермического превращения. Он позволяет обеспечить однородную структуру и заданные прочностные характеристики в соответствии с технической документацией.
Для упрочняющихся закалкой сплавов режим термообработки состоит из закалки, охлаждения на воздухе или закалки с последующим высокотемпературным старением либо низким отпуском.
Закалка позволяет обеспечить однородный твердый раствор и некоторое упрочнение материала, старение – стабилизировать структуру сплавов за счет коагуляции упрочняющих фаз. Получение гетерогенной структуры с определенной степенью дисперсности фаз кроме упрочнения позволяет повысить жаропрочность сплавов и их длительную прочность, необходимые в процессе работы паяных конструкций в составе изделия. Обработка холодом сталей, кроме аустенитных, позволяет повысить их прочность за счет уменьшения содержания остаточного аустенита, а отпуск снимает внутренние напряжения.
Жесткий температурный регламент термообработки вынуждает совмещать температуру закалки с температурой пайки. Поэтому пайку конструкций, например из сталей, проводят, как правило, в интервале температур, не превышающих 1000–1100 °С.
После окончания выдержки при температуре пайки конструкцию быстро охлаждают (со скоростью ~50 °С/мин) до полной кристаллизации припоя. Такой режим охлаждения позволяет сохранить плотный контакт между паяемыми поверхностями и обеспечить однородную структуру металла, а также исключить появление в паяном шве пор и рыхлот. Быстрое охлаждение конструкции за счет разницы температур (наружная деталь скорее охлаждается, чем внутренняя) позволяет сохранить плотный контакт, сформированный между паяемыми деталями, и обеспечить высококачественную пайку.
Вместе с тем ускоренное охлаждение с температуры пайки существенно снижает прочностные свойства, например, дисперсионно-твердеющих сплавов. Происходит это вследствие неполного выделения упрочняющих фаз из твёрдого раствора. Для компенсации указанной потери прочности рекомендуется увеличить продолжительность старения сплавов.
С целью предотвращения отрыва внутренней детали от наружной в процессе старения или отпуска следует создавать избыточное давление, препятствующее их разъединению и таким образом сохраняющее паяный шов, сформированный в процессе пайки конструкции.
Качество подготовки паяемых деталей (трещины, поверхностные повреждения и др. дефекты) выявляют с помощью лупы и микроскопов различных типов.
Качество очистки поверхности определяется визуально и люминесцентным контролем. Учитываются толщина покрытий, нанесенных на паяемые материалы, их равномерность, прочность сцепления покрытий с подложкой, состояние поверхности покрытий, пористость покрытий, наличие вмятин, рисок, других дефектов. Плохое сцепление покрытий может быть из-за непропаев, возникающих вследствие окисления на границе раздела покрытие – подложка. Неудовлетворительное состояние поверхности покрытия (шелушение, вздутия, растрескивание) может приводить к различного вида дефектам как в паяном шве, так и на границе раздела металл – покрытие.
Пористость также может вызвать несплошность в паяном шве и привести к негерметичности изделия.
27.2. Методы неразрушающего контроля
Данные испытания производятся в соответствии с ГОСТ 24715-81. Настоящий стандарт распространяется на основные типы паяных соединений, выполненных различными способами по ГОСТ 19249-73. Стандарт устанавливает методы контроля качества паяных соединений с целью обнаружения поверхностных, внутренних и сквозных дефектов, указанных ниже.
Поверхностные дефекты.
Поверхностное окисление, поверхностные поры, подрез и выходящие на поверхность непропай, неспай, общая и локальная эрозия.
Внутренние дефекты.
Непропай, неспай, трещина, внутренняя пора, усадочная раковина, шлаковое включение, флюсовое включение, металлическое и неметаллическое включение, общая и локальная эрозия, паяльные остаточные напряжения, дефекты структуры паяного соединения.
Сквозные дефекты
Непропай, неспай, общая и локальная эрозия, сочетание внутренних и наружных дефектов, приводящее к течи.
Технология контроля паяных соединений должна быть установлена технической документацией, разработанной в соответствии с ГОСТ 3.1102–81 и ГОСТ 3.1502-74.
Для обнаружения и контроля дефектов в паяных соединениях применяются следующие виды неразрушающего контроля: оптический, проникающими веществами (капиллярные), вихретоковый, радиационный, акустический, тепловой, электрический и разрушающий контроль.
Методы неразрушающего контроля для обнаружения поверхностных дефектов в паяных соединениях, их особенности и чувствительность приведены в табл. 27.1, для обнаружения внутренних дефектов - в табл. 27.2, для обнаружения сквозных дефектов - в табл. 27.3.
Таблица 27.1. Методы неразрушающего контроля для обнаружения поверхностных дефектов в паяных соединениях (с учетом ГОСТ 24715-81)
| № | Вид контроля (ВК) | Метод контроля (МК) | Чувствительность метода (ЧМ) | Стандарт на метод контроля и область применения метода (СОП) |
| Оптичес-кий | Визуальный, визуально-оптический | Выявляет дефекты величиной < 0,1 мм при использовании оптических приборов с увеличением до 30 крат. | Соединения, имеющие доступные для осмотра поверхности (в соответствии с ГОСТ 23479-79) | |
| Капил-лярный (проника-ющими вещества- ми) | Цветной, люминесцентны, люминесцентно-цветной | Достоверность метода зависит от шероховатости контролируемой поверхности паяного соединения | Соединения, имеющие поверхности, доступные для нанесения пенетрантов и осмотра (в соответствии с ГОСТ 18442-80) | |
| Вихрето-ковый | Трансформа-торный, параметрический | Параметр шероховатости поверхности контролируемых соединений Rz = 40 мкм | Соединения, имеющие поверхности, доступные для преобразователей дефектоскопов; дефекты с раскрытием 0,0005–0,001мм и глубиной 0,2 мм. Одновременно с поверхностными дефектами выявляют дефекты, расположенные на глубине до 0,2 мм от поверхности | |
| Примечание. Размеры фактически выявляемых дефектов зависят от технических характеристик применяемых средств контроля, конструктивных особенностей изделий и технологии изготовления. |

 Таблица 27.2. Методы неразрушающего контроля для обнаружения внутренних дефектов в паяных изделиях (с учетом ГОСТ 24715-81)
Таблица 27.2. Методы неразрушающего контроля для обнаружения внутренних дефектов в паяных изделиях (с учетом ГОСТ 24715-81)
| № | Вид контроля ВК | Метод контроля МК | Чувствительность метода ЧМ | Стандарт на метод контроля и область применения метода СОП |
| Радиации-онный | Радиографический | 2-5 % от суммарной просвечиваемой толщины материала; зависит от толщины и марок соединяемых материалов | В соответствии с ГОСТ 20426-75 | |
| » | Радиоскопиче-ский | 3-8 % от суммарной просвечиваемой толщины материала; зависит от толщины и марок соединяемых материалов | В соответствии с ГОСТ 20426-75 | |
| Акусти-ческий | Отраженного излучения (эхо-метод), прошедшего излучения, резонансный, свободных колебаний, акустико-эмиссионный | Определяют условные размеры дефекта, эквивалентную площадь, конфигурацию и число дефектов, дефекты площадью 1-15 мм2 при толщине материала 2,5-150 мм соответственно. Метод не гарантирует выявление одиночных пор, шлаковых и инородных включений диаметром 1- 2 мм. Не выявляются дефекты, расположенные по глубине в мертвой зоне дефектоскопа, а также дефекты, расположенные от отражающей поверхности на расстоянии меньшем, чем разрешающая способность дефектоскопа | Выявление дефектов типа «непропаев». Область применения не ограничена (кроме соединений, не имеющих доступа для ввода и приема ультразвуковых колебаний, и соединений, обладающих повышенным затуханием ультразвуковых колебаний) |
Окончание таблицы 27.2.
| Тепловой | Теплометрическийтермометрический | Необходимо создание теплового потока в направлении, перпендикулярном поверхности соединения | Выявление дефектов типа «непропаев» в соединениях, у которых толщина слоя, обращенного к приемнику излучения, не превышает 3 мм. Возможен контроль паяных соединений электронных схем и электрических систем (в соответствии с ГОСТ 23483-79) | |
| Электрический | Электрический | Качество оценивают по величине электрического сопротивления или электропроводности контролируемого участка. Вид и характер дефекта не определяются. Чувствительность зависит от чувствительности аппаратуры | Соединения, имеющие доступ для измерительных наконечников | |
| Примечания: 1. При радиографическом и радиоскопическом контроле не обеспечивается выявление дефектов: любых дефектов, если их протяженность в направлении излучения меньше удвоенной чувствительности контроля, определенной по эталонам чувствительности, или если изображения дефектов совпадают с другими изображениями, затрудняющими расшифровку (изображения посторонних деталей, острых углов изделия, резких перепадов толщин паяемых элементов и т.п.); трещин с раскрытием менее 0,1 мм; трещин, плоскость раскрытия которых не совпадает с направлением излучения; непропаев в случае, если разница между коэффициентами ослабления излучения припоем и паяемым материалом и толщина паяного шва не обеспечивают достаточного радиационного контраста.Радиографический и радиоскопический контроль следует применять при наличии двустороннего доступа к контролируемому паяному соединению, обеспечивающего возможность установки источника и детектора излучения в соответствии со схемами контроля. 2. Размеры фактически выявляемых дефектов зависят от технических характеристик применяемых средств контроля, конструктивных особенностей изделия и технологии изготовления. |
Таблица 27.3. Методы неразрушающего контроля для обнаружения сквозных дефектов в паяных соединениях (с учетом ГОСТ 24715–81)
| № п/п | Вид контроля (ВК) | Метод контроля (МК) | Чувствительность метода (ЧМ) | Стандарт на метод контроля и область применения метода (СОП) |
| Проника-ющими вещества-ми – течеиска-ние | Радиоактивный | Порог чувствительности испытаний зависит от технических характеристик применяемых средств контроля, конструктивных особенностей контролируемых изделий и технологии контроля | Определение герметичности изделий и/или их элементов, а также выявление отдельных течей (в соответствии с ГОСТ 24034-80) | |
| То же | Манометриче-ский | Способы: компрессионный, вакуумный, камерный. Порог чувствительности испытаний зависит от технических характеристик применяемых средств контроля, конструктивных особенностей контролируемых изделий и технологии контроля | То же | |
| То же | Масс-спектрометри-ческий | Способы: вакуумной камеры, накопления при атмосферном давлении, опрессовки в камере, опрессовки замкнутых оболочек, обдува | То же | |
| Течеиска-ние газовое | Галогенный, пузырьковый, ультразвуковой, катаро-метрический, химический, инфракрасный | Порог чувствительности испытаний зависит от технических характеристик применяемых средств контроля, конструктивных особенностей изделия | Определение герметичности изделий (в соответствии с ГОСТ 24034-80) | |
| Течеиска-ние жидкост-ное | Люминесцент-ный (цветной), электрический | Порог чувствительности зависит от технических характеристик применяемых средств контроля, конструктивных особенностей контро- лируемых изделий | Определение герметичности изделий, их элементов, а также выявление отдельных течей |
Новый, быстро развивающийся рентгенотелевизионный метод описан в ГОСТ 27947-88. Он применяется для контроля как паяных, так и сварных конструкций.
В ГОСТе 21549-76 приведен металлографический метод определения эрозии при пайке и лужении по глубине металла. Контроль глубины эрозии проводят при выборе припоя и материала изделия, разработке технологического процесса пайки и лужения и измерения их параметров.
Шлифы для определения эрозии при пайке и лужении изготавливают из паяных внахлестку или луженых образцов. Приводятся формы и размеры образцов, описана подготовка к испытанию и проведение испытаний. Глубина химической эрозии определяется на шлифах, поверхность которых подвергается травлению для выявления структуры и исследуется с использованием металлографических микроскопов при 50 – 500 кратном увеличении.
В ГОСТ 20426-81 дан перечень дефектов, выявляемых радиационными методами дефектоскопии. Это трещины, непропаи, раковины, поры, неметаллические и металлические включения. В разделе 22.1.2 рассмотрены особенности и чувствительность этих методов.
Дополнением к ГОСТ 24715-81 является ГОСТ 26126-84, который устанавливает ультразвуковые методы контроля качества паяных соединений и применяется для выявления внутренних дефектов. Ультразвуковой контроль следует проводить после исправления дефектов, обнаруженных при внешнем осмотре. При контроле паяных соединений следует применять эхо-метод, зеркальный эхо-метод, теневой или зеркально-теневой методы.
При контроле нахлесточных и тавровых паяных соединений применяются раздельно-совмещенные и прямые преобразователи, при контроле стыковых паяных соединений - наклонные преобразователи.
При обнаружении дефектов устанавливают чувствительность оценки и определяют следующие их характеристики:
- эквивалентную площадь дефектов;
- число дефектов на длине соединения, установленной в технической документации на контроль;
- расстояние между дефектами;
- координаты дефектов для стыковых соединений;
- условные размеры дефектов;
- протяженность и высоту (для стыковых соединений);
- протяженность (для нахлесточных соединений).
Способы определения характеристик дефектов должны соответствовать ГОСТ 14782-86.
Качество паяных соединений оценивается по двухбалльной системе:
балл 1 – неудовлетворительное качество: в соединении выявлены недопустимые дефекты или число допустимых дефектов превышает норму, установленную в технической документации на контроль;
балл 2 – удовлетворительное качество: в соединении выявлены только допустимые дефекты и число их ниже нормы, установленной в технической документации на контроль, или дефекты не обнаружены.
27.3. Методы механических испытаний
27.3.1. Испытания на растяжение и длительную прочность
Данные виды испытаний проводятся в соответствии с ГОСТ 28830-90 и с учетом ИСО 5187-85. Эти стандарты распространяются на паяные соединения металлов и сплавов и устанавливает методы статических испытаний на растяжение и длительную прочность при нормальной, высоких и низких температурах от -269 °С до 1200 °С. В нем изложены основы и методика испытаний при высокотемпературной и низкотемпературной пайке, метод обработки полученных результатов, требования при статических кратковременных и длительных испытаниях паяных изделий, изготавливаемых из паяемых металлов, припоев и флюсов для черных и цветных металлов и сплавов.
Настоящий стандарт устанавливает следующие характеристики паяных конструкций.
А – при высокотемпературной пайке:
- временное сопротивление при растяжении при низкой, высокой и комнатной температурах;
- предел прочности на срез при низкой, высокой и комнатной температурах;
- предел длительной прочности при повышенной температуре.
Б – при низкотемпературной пайке:
- временное сопротивление при растяжении при низкой, высокой и комнатной температурах;
- предел прочности на срез при низкой, высокой и комнатной температурах;
- предел длительной прочности при низкой, высокой и комнатной температурах.
Низкими температурами считают температуры от -269 до 15 °С, комнатной температурой - температуру 20±5 °С, высокими - температуры от 20±5 °С до 1200±50 °С.
Для получения воспроизводимых и сравнимых результатов испытаний на растяжение и срез стандарт предусматривает методику испытаний и образцы определенного типа.
Для определения стандартной прочности на срез используют телескопический образец с заданным зазором, а паяное соединение подвергают напряжению среза, если к образцу прикладывают растягивающее усилие. Образцы типов I и II приведены на рис. 27.1 и 27.2.
Для определения стандартного временного сопротивления при растяжении (предела прочности) используют торцевые соединения двух цилиндрических образцов с заранее заданным зазором в пределах допуска. Размеры образца для испытания на растяжение приведены на рис. 27.3.
Образцы, установленные ИСО 5187–85, являются основными, однако они не охватывают всех видов паяных соединений и типов нагружений. В целях более полного определения свойств паяных соединений допускается применение дополнительных типов и размеров плоских и цилиндрических образцов, указанных в ГОСТ 28830-90.
Форма и размеры головок, а также размеры переходных частей от головки образца к его рабочей части не являются обязательными и определяются способом крепления в захватах испытательной машины.
При испытании образцов толщиной менее 3 мм допускается применение усиливающих накладок в захватных частях образцов.
Образцы, подлежащие испытанию в термически обработанном состоянии, следует подвергать термической обработке после пайки до окончательной обработки образцов.
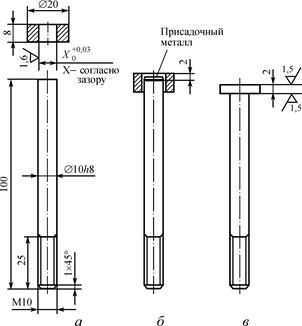
Рис. 27.1. Образцы типа I для испытания на срез: а – детали образца; б – образец до пайки; в – образец после механической обработки.
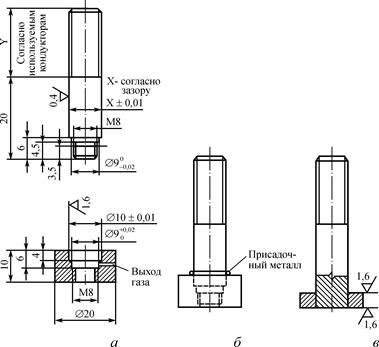
Рис. 27.2. Заготовки типа I для испытаний на срез. Обозначение позиций а - в см. на рис. 27.1.
Для определения стандартного предела прочности используют торцевые соединения двух цилиндрических образцов с заранее заданным зазором в пределах допуска. Размеры образца для испытания на растяжение приведены на рис. 27.3.
Образцы, установленные ИСО 5187–85, являются основными, однако они не охватывают всех видов паяных соединений и типов нагружений. В целях более полного определения свойств паяных соединений допускается применение дополнительных типов и размеров плоских и цилиндрических образцов, указанных в ГОСТе 28830-90.
Форма и размеры головок, а также размеры переходных частей от головки образца к его рабочей части не являются обязательными и определяются способом крепления в захватах испытательной машины.
При испытании образцов толщиной менее 3 мм допускается применение усиливающих накладок в захватных частях образцов.
Образцы, подлежащие испытанию в термически обработанном состоянии, следует подвергать термической обработке после пайки до окончательной обработки образцов.
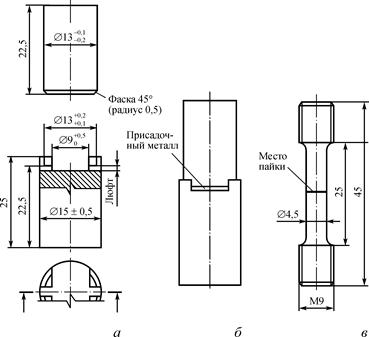
Рис. 27.3. Образцы типа II для испытаний на растяжение. Обозначение позиций а - в см. на рис. 27.1.
Требования к заготовкам. Образцы для испытаний изготовляют из спаянных для этой цели заготовок. Заготовки для образцов вырезают механическим способом. Допускается применение других способов резки, при этом должен быть предусмотрен припуск, обеспечивающий удаление зоны термического влияния или наклепа.
При пайке заготовок марка паяемого материала, подготовка поверхности, припой, среда или флюс, зазор между паяемыми заготовками, способ и режим пайки должны быть такими, как в технологическом процессе.
Ширину нахлестки b подбирают так, чтобы разрушение при испытаниях образцов проходило по паяному шву.
Ширину зазора при пайке рекомендуется обеспечивать с помощью соответствующих приспособлений и прокладок. Прокладки рекомендуется изготавливать из паяемого материала. Участок паяемого шва с прокладками должен быть удален в процессе изготовления образцов.
Выбор паяемого материала и зазора. При проведении испытаний предел прочности паяемого соединения должен быть ниже (или равен) предела текучести паяемого материала.
Материал образцов и зазор в паяемом соединении должны соответствовать реальным условиям эксплуатации.
Подготовка поверхности. Поверхность перед пайкой должна быть очищена от оксидов, смазок, краски и т.д. Поверхность образцов под пайку должна иметь параметры шероховатости R а 1,6–3,2 мкм из меди и её сплавов и R а 1,6–6,3 мкм для стали.
Образцы следует изготавливать способами, максимально приближенными к конкретным технологическим процессам изготовления паяных конструкций. В случае проведения исследовательских испытаний способы изготовления паяных образцов должны быть согласованы с заказчиком.
Обработка образцов, их количество и требования к испытаниям должны соответствовать требованиям ГОСТ 28830-90.
Прочность паяного соединения, выраженная в мегапаскалях (МПа), определяется путем деления усилия разрушения, выраженного в ньютонах (Н), на площадь поверхности паяного шва, выраженной в миллиметрах квадратных (мм2).
27.3.2. Испытания на удар
Испытания на удар производятся в соответствии с ГОСТ 23046-78. Данный стандарт распространяется на паяные соединения из металлов и сплавов, которые подвергаются ударным нагрузкам, и устанавливает метод испытаний для определения относительной работы разрушения.
Испытания проводят при определении качества паяных соединений, пригодности способов, режимов и материалов, применяемых при пайке.
Для испытаний на ударный изгиб (ГОСТ 23046-78) применяются образцы типов I-III, на ударный срез – типа IV (рис. 27.4-27.7).
Образцы для испытаний следует изготовлять из спаянных для этих целей заготовок или из контролируемого соединения. Рекомендуется брать длину заготовки, обеспечивающую вырезку не менее пяти образцов типа I-III.
Вырезку заготовок для образцов необходимо производить механическим способом. Допускается применять другие способы резки, при этом должен быть предусмотрен припуск, обеспечивающий удаление зоны термического влияния или наклепа.
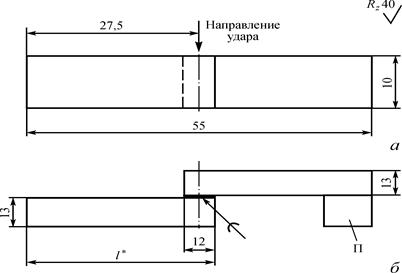
Рис. 27.4. Образец типа I для испытания на ударный изгиб: а – вид сверху; б – вид сбоку; П – прокладка; s - толщина паяемого материала 3-6 мм.
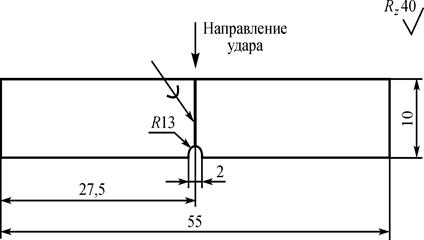
Рис. 27.5. Образец типа II для испытаний на ударный изгиб.
При пайке заготовок марка паяемого материала, подготовка поверхности, припой, среда или флюс, зазор между паяемыми заготовками, способ и режим пайки должны быть такими, как в технологическом процессе.
Величину зазора при пайке рекомендуется обеспечивать с помощью соответствующих приспособлений. Допускается обеспечивать зазор с помощью прокладок, которые рекомендуется изготовлять из паяемого материала. Участок паяного шва с прокладками должен быть удален в процессе изготовления образцов.
Правка и рихтовка паяных заготовок не допускаются.
Надрез на паяных образцах должен быть выполнен в соответствии с требованиями ГОСТ 9454-78.
Образцы из паяных заготовок или контролируемого соединения должны изготовляться на металлорежущих станках, с помощью анодно-механичской резки или другими способами. Заусенцы на гранях образцов должны быть удалены легкой запиловкой с радиусом закругления не более 1 мм.
При изготовлении образцов внахлестку (см. рис. 27.4; 27.7) обеспечивают с помощью инструмента величину галтели не более 0,3 мм.
Перед испытаниями следует измерить с точностью до 0,1 мм длину и ширину шва образцов, паянных внахлестку и встык, а также длину шва образцов, паянных вскос. Ширину шва образцов, паянных вскос, вычисляют по результатам измерения линейных размеров образцов, округляя значения до 0,1 мм.
По полученным результатам вычисляют площадь паяного шва, округляя значения до 0,5 мм2.
Испытания паяных образцов следует проводить на маятниковых копрах в соответствии с ГОСТ 10708-82.
Для испытания паяных образцов типа IV на ударный срез нож маятника следует заменить ударным грузом, в котором крепят образец. На станине копра следует установить специальные упоры. Запас энергии маятника с ударным грузом должен соответствовать шкале копра при любом значении угла подъема маятника. Место крепления паяного образца в ударном грузе должно быть определено с таким расчетом, чтобы ударный импульс был направлен по касательной к окружности, которую описывает центр удара маятника.
Расстояние от оси подвески маятника до центра удара L, мм, рассчитывают по формуле:
L = l 0/(ml), (27.1)где l 0 – момент инерции маятника относительно оси подвески, кгс×мм2;
m - масса маятника, кг.
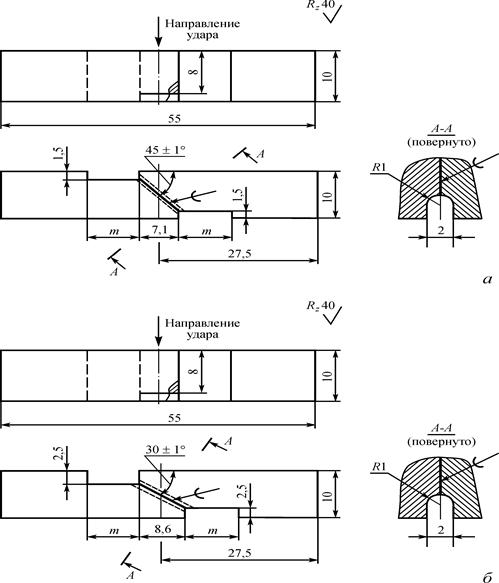
Рис. 27.6. Образец типа III для испытаний на ударный изгиб.
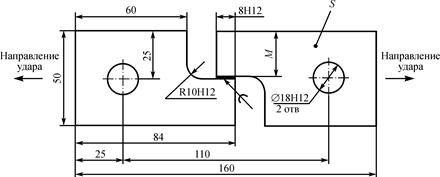
Рис. 27.7. Образец типа IV для испытаний на ударный срез; s - толщина образца 8-10 мм.
Испытания паяных образцов на ударный срез проводят на образцах типа IV при температурах от -100 до 20 °С в соответствии с техническими условиями на изделия и с требованиями ГОСТ 9454-78.
Величину относительной работы разрушения паяного образца А, Дж/мм2, вычисляют по формуле А = А 0/ F, где А 0 – работа удара, затраченная на разрушение паяного образца, Дж; F - площадь паяного шва до испытаний, мм2.
Проверку достоверности полученных результатов рекомендуется проводить в соответствии с приложением 1 к ГОСТ 28830-90 и ИСО 5187–85.
Испытания проводят на прессах или универсальных испытательных машинах, отвечающих требованиям ГОСТ 28840-90. Установки для испытаний должны обеспечивать запись в виде диаграммы в координатах усилие – деформация.
Испытаниям подвергают не менее трех образцов. Образец изгибают сосредоточенной нагрузкой. При установке на опоры продольная ось образца должна быть перпендикулярна оси изгиба. Испытания на изгиб следует проводить при плавном увеличении нагрузки.
При испытаниях до появления первой трещины скорость испытания не должна превышать 15 мм/мин. Испытания проводят с записью диаграммы при увеличении по оси деформации не менее 50 крат. Момент появления трещины в паяном шве фиксируют по появлению первого скачка, изгиба или перелома на диаграмме записи или визуально. Если трещина не образуется, испытания проводят до нормируемого угла или до параллельности сторон (угол изгиба 180°). Испытания до параллельности сторон проводят согласно требованиям раздела 4 ГОСТа 14019-2003.
Величину нагрузки при появлении первой трещины определяют по диаграмме записи или по шкале силоизмерителя испытательной машины.
Угол изгиба a измеряют без снятия нагрузки. Допускается измерение угла после снятия нагрузки при условии соответствия величины измеренного угла требованиям стандартов или технических условий на испытуемое соединение. Угол изгиба измеряют посредством инструментальных микроскопов, угломеров или транспортиров, обеспечивающих погрешность измерения не более 2°. За угол изгиба паяного соединения принимают угол, полученный как среднее арифметическое результатов испытаний не менее трех образцов.
При определении предельной пластической деформации паяного соединения, характеризуемой нагрузкой и углом изгиба в момент появления первой трещины, рекомендуется рассчитывать предел прочности при изгибе sизг, МПа (кгс/мм2), по формуле
sизг = 3 Pl /(2 ba 2), (27.2)
где Р – нагрузка в момент появления первой трещины, Н (кгс);
l - расстояние между опорами, мм;
b - ширина образца, мм;
a - толщина образца, мм.
27.3.3. Испытания на изгиб
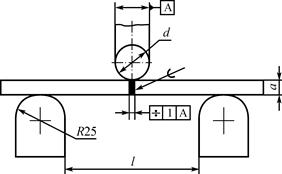
Испытания проводят в соответствии с ГОСТ 24167-80. Настоящий стандарт распространяется на паяные соединения из металлов и сплавов и устанавливает метод их статических испытаний на изгиб. Испытания проводят для определения способности паяного соединения выдерживать заданную пластическую деформацию, характеризуемую углом изгиба, или предельную пластическую деформацию, характеризуемую углом изгиба и величиной нагрузки в момент появления первой трещины в паяном шве.
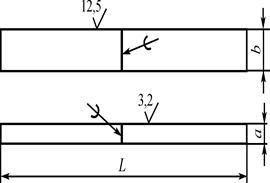
Для испытания на изгиб применяются прямоугольные образцы толщиной а = 3… 5 мм, шириной h = 15 + 2,5 а и длиной l = 2 (а + 15) + 100…150 мм (рис. 27.8).
Образцы для испытаний следует изготавливать из паяных заготовок или вырезать из контролируемого соединения. Ширина заготовок должна обеспечивать вырезку не менее трех образцов для испытаний.
При вырезке заготовок и изготовлении образцов необходимо соблюдать требования, изложенные в разделе 2 ГОСТ 23047-80. Толщину паяного шва измеряют с погрешностью 0,01 мм.
| 
| |
| Рис. 27.8. Образец для испытаний на изгиб; а - толщина образца (3- 5 мм); L - длина образца, мм; b - ширина образца, мм. | Рис. 27.9. Схема испытания образца на изгиб; a -толщина образца (3-5 мм); d - диаметр оправки, мм. |
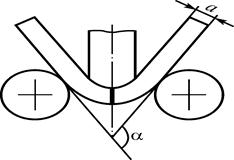
Рис. 27.10. Определение угла изгиба при испытании на изгиб; a - толщина образца, мм, a - угол изгиба, град.
Испытания проводят на прессах или универсальных испытательных машинах, отвечающих требованиям ГОСТ 7855-74. Установки для испытаний должны обеспечивать запись в виде диаграммы в координатах усилие – деформация. При испытаниях образец подвергают изгибу сосредоточенной нагрузкой, согласно схеме, приведенной на рис. 27.9. Момент появления первой трещины фиксируют по появлению скачка, изгиба или перелома на диаграмме записи. Если трещина не образуется, испытания проводят до нормируемого угла или до параллельности сторон (угол изгиба 180°), согласно требованиям раздела 4 ГОСТ 14019-80. Угол изгиба a измеряют без снятия нагрузки (рис. 27.10) с погрешностью не более 2°.
Признаком, устанавливающим способность паяного соединения выдерживать заданную пластическую деформацию, является отсутствие после испытаний до нормируемого угла или угла 180° изломов, расслоений и трещин в паяном шве.
27.3.4. Испытания на усталость паяных образцов из металлов в много- и малоцикловой упругой и упругопластической областях при растяжении–сжатии, изгибе и кручении, при симметричных и асимметричных циклах напряжений
Испытания проводят в соответствии с ГОСТ 26.446-85 для определения предела выносливости s-1, МПа (кгс/мм2), для выбора оптимального технологического процесса и контроля его стабильности при изготовлении паяных конструкций и для сравнения усталостных характеристик паяных соединений из различных металлов.
Данный стандарт устанавливает методы испытаний на усталость образцов паяных соединений в много- и малоцикловой упругой и упругопластической областях при растяжении–сжатии, изгибе и кручении, при симметричных и асимметричных циклах напряжений или деформаций.
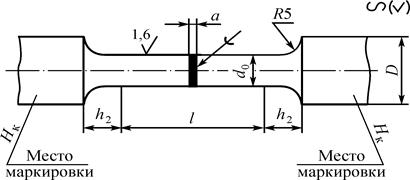
Рис. 27.11. Цилиндрический образец типа I для испытаний на усталость; l - длина рабочей части образца, мм; а - толщина паяемого шва, мм.
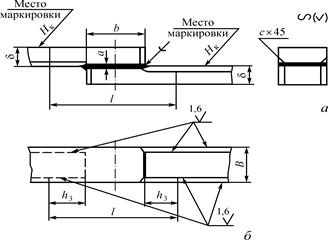
Рис. 27.12. Плоский образец типа II для испытаний на усталость: а – вид сбоку; б – вид сверху; b - ширина нахлестки, мм; l - длина рабочей части образца, мм; d - толщина паяемой детали, мм; В - толщина паяемого шва, мм; а - толщина паяемых деталей, мм.
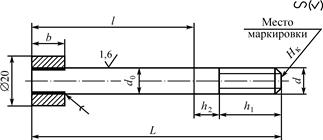
Рис. 27.13. Цилиндрический образец типа III с напаянной втулкой для испытаний на усталость; L - длина образца, мм; l - длина рабочей части образца, мм; d 0 - диаметр образца, мм.
Испытания проводят на образцах трех типов:
тип I – цилиндрический образец с диаметром рабочей части от 4 до 10 мм с расположением паяного шва в поперечном направлении в центральной части образца (рис. 27.11);
тип II – плоский образец в виде нахлесточного паяного соединения (рис. 27.12);
тип III – цилиндрический образец с напаянной втулкой (рис. 27.13).
Кроме того, на усталость испытываются различные виды тавровых паяных соединений в соответствии с указанным стандартом.
В ГОСТ 26.446-85 использованы определения и обозначения из ГОСТов 23207-78 и 17325-79. В нем приведены условия и параметры образцов для испытаний на усталость тавровых паяных соединений, схемы нагружения и формулы расчета номинальных напряжений для различных видов образцов.
Образцы, подлежащие испытаниям в термически обработанном состоянии, подвергают термической обработке во время или после пайки до вырезки образцов.
Требования к оборудованию и аппаратуре, порядок проведения испытаний на усталость и обработка результатов испытаний изложены в ГОСТ 25.502-79.
27.4. Методы технологических испытаний
|
|
|
|
|
Дата добавления: 2013-12-12; Просмотров: 3092; Нарушение авторских прав?; Мы поможем в написании вашей работы!