КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Дуговая сварка
|
|
|
|
Дуговая сварка является наиболее распространённым способом сварки плавлением, при котором нагрев осуществляется электрической дугой, горящей между электродом и заготовкой. Дуга – это мощный разряд электричества в ионизированной газовой среде, сопровождаемый выделением большого количества теплоты и света.
В зависимости от типа электрода, а также типа дуги различают следующие виды дуговой сварки:
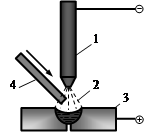
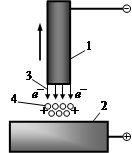
1) сварку неплавящимся электродом (графитовым или вольфрамовым) с помощью дуги прямого действия, при которой соединение получается либо путём расплавления только основного материала, либо с добавлением присадочного материала (рис. 5.5- а); этот распространённый вид сварки впервые предложен в 1882 г. русским учёным Н. Н. Бенардосом;
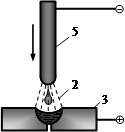
2) сварку плавящимся электродом (металлическим) с помощью дуги прямого действия, при которой соединение получается путём одновременного расплавления основного материала и электрода, который пополняет сварочную ванную жидким металлом (рис. 5.5- б); этот наиболее распространённый вид сварки впервые предложен в 1888 г. русским учёным Н. Г. Славяновым;
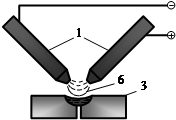
3) сварку косвенной дугой, горящей между двумя, как правило, неплавящимися электродами и не имеющей электрической связи со свариваемой заготовкой, в результате чего основной материал нагревается и расплавляется выделяемой теплотой близко расположенной дуги (рис. 5.5- в); этот вид используется при сварке неэлектропроводных материалов, например, стекла, а также при необходимости уменьшить расплавление основного материала, например, при пайке, наплавке, металлизации или напылении;
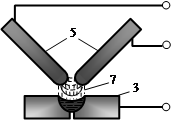
4) сварку трёхфазной дугой, горящей между двумя электродами, а также между каждым из них и основным металлом (рис. 5.5- г); этот вид используется для увеличения мощности сварки и повышения производительности, например, при наплавке.
Электропитание дуги осуществляется постоянным и переменным током. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности электрод подключают к отрицательному полюсу (катод, рис. 5.5- а, б), а при сварке на обратной полярности – к положительному (анод, рис. 5.5- б, справа). Последнее позволяет проводить сварку материалами с тугоплавкими покрытиями и флюсами, поскольку тепловыделение в области анода значительно больше, чем в области катода. Кроме того, сварка на обратной полярности используется для получения качественных соединений алюминия и его сплавов, на поверхности которых образуется прочная и тугоплавкая плёнка оксида Al2O3, плавящегося при температуре 2050°С и препятствующего соединению. Эта плёнка разрушается, если её бомбардировать не лёгкими электронами, летящими с катода, а обладающими намного большей энергией тяжёлыми ионами, летящими с анода.
Источниками постоянного тока являются сварочные выпрямители и генераторы. Источниками переменного тока являются сварочные трансформаторы, которые более распространены, поскольку проще в эксплуатации, значительно долговечнее и обладают более высоким КПД, чем выпрямители и генераторы постоянного тока. Однако постоянный ток более предпочтителен в технологическом отношении, так как при его применении повышается устойчивость горения дуги, улучшаются условия сварки в различных пространственных положениях, появляется возможность вести сварку не только на прямой, но и на обратной полярности.
Рис. 5.5. Основные виды дуговой сварки: а – неплавящимся электродом; б – плавящимся электродом; в – косвенной дугой; г – трёхфазной дугой: 1 – неплавящийся электрод; 2 – дуга прямого действия; 3 – основной материал; 4 – присадочный материал; 5 – плавящийся электрод; 6 – косвенная дуга; 7 – трёхфазная дуга |


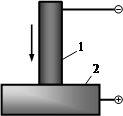
Процесс зажигания дуги в большинстве случаев включает в себя три этапа: 1) короткое замыкание электрода на заготовку; 2) отвод электрода на расстояние 3…6 мм; 3) возникновение устойчивого дугового разряда. Во время зажигания дуги происходит ионизация дугового промежутка, которая непрерывно поддерживается в процессе её дальнейшего горения.
Короткое замыкание (рис. 5.6- а) выполняется для разогрева торца электрода 1 (катода) и заготовки 2 (анода) в зоне её контакта с электродом. После отвода электрода (рис. 5.6- б) с его разогретого торца под действием электрического тока начинается термоэлектронная эмиссия электронов 3. Столкновение быстро движущихся от катода к аноду электронов с молекулами газов и паров металла приводит к их ионизации и появлению ионов 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул вследствие их соударения происходит дополнительная ионизация. В результате дуговой промежуток становится электропроводным. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда (рис. 5.6- в). Температура столба дуги 5 зависит от материала электрода и состава газов в дуге и при сварке стальным электродом примерно равна 6000°С, а температуры катода и анода в зонах наибольшего разогрева 6 и 7, соответственно, 2700°С и 2900°С. При этом в области анода, как правило, выделяется значительно больше тепловой энергии, чем в области катода (но при сварке дугой переменного тока температуры анода и катода выравниваются вследствие периодической смены полярности).
Возможно зажигание дуги и без короткого замыкания и отвода электрода. Для этого в сварочную цепь на короткое время подключают осциллятор, т.е. источник высокочастотного переменного тока высокого напряжения, который создаёт высокочастотный электрический разряд через дуговой промежуток, обеспечивая его первоначальную ионизацию. Такой способ применяют для зажигания дуги при сварке неплавящимся электродом.
Рис. 5.6. Последовательность процесса зажигания дуги: а – короткое замыкание; б – отвод электрода; в – возникновение устойчивого дугового разряда: 1 – электрод; 2 – заготовка; 3 – электроны; 4 – ионы; 5 – дуга; 6 – зона наибольшего разгорева катода; 7 – зона наибольшего разгорева анода |

Виды дуговой сварки различают также по степени механизации процесса и способу защиты дуги и расплавленного материала.
Ручную дуговую сварку выполняют плавящимися сварочными электродами, которые вручную подают в дугу и перемещают в направлении получаемого шва. Электроды представляют собой проволочные стержни с нанесёнными на их боковую поверхность покрытиями, которые предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от воздействия воздуха и получения шва заданного состава и свойств. В состав покрытия электродов входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие составляющие.
В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 1 горит между электродом 2 и основным металлом 3. Электрод плавится, и расплавленный металл каплями падает в сварочную ванну 4. Вместе с электродом плавится и его покрытие 5, образуя защитную газовую атмосферу 6 вокруг дуги и жидкую шлаковую ванну 7 на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает, формируя сварной шов 8, на поверхности которого застывший шлак образует твёрдую шлаковую корку 9.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовок. При бόльших толщинах для обеспечения полного провара выполняют одно- или двустороннюю разделку кромок путём их скоса под углом. Стыки толщиной более 10 мм сваривают многослойным швом, в котором толщина каждого слоя составляет около 6 мм.
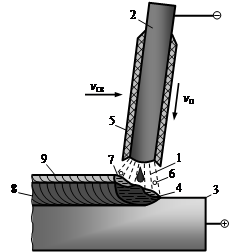      Рис. 5.7. Сварка металлическим
покрытым электродом:
1 – дуга; 2 – электрод; 3 – основной металл; 4 – сварочная ванна; 5 – покрытие электрода; 6 – защитная газовая атмосфера; 7 – жидкая шлаковая ванна; 8 – сварной шов; 9 – шлаковая корка; v св – скорость сварки; v п – скорость подачи сварочного металла
Рис. 5.7. Сварка металлическим
покрытым электродом:
1 – дуга; 2 – электрод; 3 – основной металл; 4 – сварочная ванна; 5 – покрытие электрода; 6 – защитная газовая атмосфера; 7 – жидкая шлаковая ванна; 8 – сварной шов; 9 – шлаковая корка; v св – скорость сварки; v п – скорость подачи сварочного металла
|
Рис. 5.8. Возможные пространственные положения сварного шва: а – нижнее; б – потолочное; в – горизонтальное на вертикальной поверхности; г – вертикальное на вертикальной поверхности |


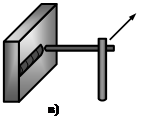

Ручная сварка обеспечивает хорошее качество сварных швов. Она универсальна и удобна при выполнении коротких криволинейных швов в любых пространственных положениях (рис. 5.8), при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Но следует иметь в виду, что сварка горизонтальных и вертикальных швов на вертикальной поверхности (рис. 5.8- в, г) труднее сварки в нижнем положении (рис. 5.8- а). Расплавленный металл шва под действием силы тяжести стремится стекать вниз. Поэтому сварку вертикальных швов производят преимущественно снизу вверх, чтобы застывающий металл образовывал опору для вышерасположенного расплавленного металла.
При сварке швов в потолочном положении (рис. 5.8- б) возможность капания расплавленного металла ещё более увеличивается. Удержание ванночки металла достигается за счёт давления дуги и поверхностного натяжения. Перенос капель металла электрода на основной металл возможен только при наличии короткой дуги, требующей от сварщика хороших навыков. Во избежание попадания расплавленных капель на руку необходимо перемещать электрод по направлению к себе, как это показано на рис. 5.8- б.
Недостатками ручной сварки по сравнению с рассматриваемой далее автоматической сваркой являются низкая производительность, неоднородность качества шва по длине и необходимость высокой квалификации сварщика.
Рис. 5.9. Автоматическая дуговая сварка под флюсом: 1 – дуга; 2 – электродная проволока; 3 – основной металл; 4 – сварочная ванна; 5 – слой флюса; 6 – жидкая шлаковая ванна; 7 – сварной шов; 8 – шлаковая корка; 9 – механизм подачи; 10 – токопровод; v св – скорость сварки; v п – скорость подачи сварочного металла |
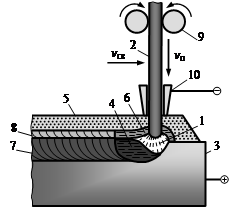
Для автоматической дуговой сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки в направлении образуемого шва, а также процессы зажигания дуги и заварки кратера в конце шва полностью автоматизированы.
В процессе автоматической сварки под флюсом (рис. 5.9) дуга 1 горит между проволокой 2 и основным металлом 3, при этом как дуга, так и сварочная ванна жидкого металла 4 со всех сторон плотно закрыты слоем флюса 5 толщиной 30…50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – жидкая шлаковая ванна 6.
Для сварки под флюсом характерно глубокое проплавление основного металла. Вследствие весьма быстрого движения электрода вдоль заготовки и одновременного отталкивания мощной дугой расплавленный металл оказывается сдвинутым назад, т.е. в сторону, противоположную перемещению дуги. По мере поступательного движения электрода металлическая и шлаковая ванны застывают с образованием сварного шва 7, покрытого твёрдой шлаковой коркой 8. Проволока автоматически перемещается вдоль шва с помощью механизма перемещения и с нужной скоростью подаётся в дугу с помощью механизма подачи 9. Ток к ней подводится через токопровод 10.
Основные преимущества автоматической сварки под флюсом по сравнению с ручной состоят в повышении производительности процесса в 5–20 раз, улучшении качества, повышении стабильности сварных соединений и уменьшении себестоимости 1 м сварного шва. Автоматическая сварка позволяет сваривать за один проход без разделки кромок металл толщиной порядка 20 мм, что даёт существенную экономию наплавляемого металла по сравнению со сваркой в разделку. Флюс надёжно защищает сварочную ванну, обеспечивает её интенсивное раскисление и легирование вследствие увеличения объёма жидкого шлака, а также сравнительно медленное охлаждение шва под толстым слоем флюса и твёрдой шлаковой коркой, что обуславливает получение более высоких механических свойств наплавленного металла.
Автоматическую сварку под флюсом применяют в серийном и массовом производстве для выполнения длинных прямолинейных и кольцевых швов на металле толщиной до 100 мм. Её используют при производстве сварных прямошовных и спиралешовных труб, котлов, резервуаров, корпусов судов, мостовых балок и других изделий.
Но автоматическую сварку под флюсом экономически невыгодно применять для получения коротких швов сложной траектории. Она также неприменима для получения вертикальных швов вследствие вытекания расплавленных металла и шлака. Неровности свариваемых кромок и колебания зазора при ручной сварке компенсируются сварщиком путём ускорения или замедления процесса сварки. При автоматической сварке это сделать невозможно, шов при этом получается с протёками или чрезмерным усилением и другими дефектами. Поэтому автоматическая сварка требует значительно более тщательной подготовки свариваемых кромок и сборки, чем ручная.
Разновидностью дуговой сварки под флюсом является полуавтоматическая сварка, при которой подача электрода со скоростью v п (рис. 5.9) осуществляется автоматически, а перемещение его по направлению сварки – вручную. Этот способ применяют для получения коротких и криволинейных швов. Производительность полуавтоматической сварки примерно в 4 раза выше, чем ручной.
 Рис. 5.10. Сварка в защитных газах
Рис. 5.10. Сварка в защитных газах
|
Ещё одной разновидностью дуговой сварки является сварка в защитных газах, в качестве которых обычно используют аргон или более дешёвый углекислый газ. Такую сварку выполняют как неплавящимся, так и плавящимся электродом, причём как ручным, так и автоматическим или полуавтоматическим способом. Если не применять защиту флюсом или шлаком, то расплавленный металл сварочной ванны взаимодействует с кислородом и азотом воздуха, теряя при этом механические свойства по всем показателям прочности и пластичности. Поэтому в данном способе применяют защиту путём создания специальной газовой атмосферы вокруг дуги и зоны сварки. Для этого электрод помещают в сопло, которое под давлением подаёт защитный газ в зону дуги (рис. 5.10). Дуговую сварку в защитных газах выполняют в любых пространственных положениях (например, вертикальном или потолочном, не допускающих использование флюса) и применяют как для соединения достаточно толстого металла, так и для сварки листового металла толщиной 0,2…1,5 мм. Этот вид сварки используют для соединения неповоротных стыков труб газо- и нефтепроводов, элементов ядерных установок, узлов летательных аппаратов, зубьев и ковшей экскаваторов. Дуговую сварку в защитных газах применяют даже под водой. По сравнению с ручной дуговой сваркой сварка в защитных газах обладает более высокой степенью защиты расплавленного металла от воздействия воздуха и более высокой производительностью.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 1678; Нарушение авторских прав?; Мы поможем в написании вашей работы!