КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плазменная сварка
|
|
|
|
Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20000–30000°С. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале сопла горелки. Сжатие столба дуги приводит к повышению в нём плотности энергии и температуры. Газ, проходящий через столб дуги, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В зависимости от процесса обработки и вида обрабатываемого материала в качестве плазмообразующих газов применяют азот, аргон, водород, гелий, воздух или их смеси.
Применяют два основных вида плазменной сварки, в одном из которых в качестве источника нагрева заготовки используют плазменную струю, выделенную из столба косвенной дуги, а в другом – плазменную дугу, т.е. дугу прямого действия, совмещённую с плазменной струёй.
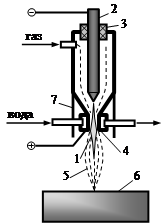
При сварке плазменной струёй (рис. 5.11- а) дуга 1 горит между неплавящимся вольфрамовым электродом 2, изолированным от корпуса горелки керамической прокладкой 3, и интенсивно охлаждаемым водой соплом 4, к которому подключён положительный полюс источника тока (т.е. тут фактически реализуется схема косвенной дуги, представленная ранее на рис. 5.5- в). Внутрь горелки подаётся газ, который, пройдя через столб дуги, ионизируется, раскаляется и выходит из сопла в виде ярко светящейся плазменной струи 5, которая представляет собой независящий от заготовки источник теплоты, позволяющий в широких пределах изменять степень нагрева и глубину проплавления основного материала 6. Через вспомогательное сопло 7, концентрически охватывающее основное сопло 4, в зону сварки дополнительно подаётся защитный газ.
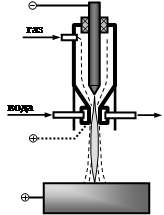
Рис. 5.11. Плазменная сварка: а – плазменной струёй; б – плазменной дугой: 1 – дуга; 2 – электрод; 3 – изолятор; 4 – сопло; 5 – плазменная струя; 6 – заготовка; 7 – сопло для подачи защитного газа |
Сварку плазменной струёй применяют для сварки или резки тонких металлических листов и неэлектропроводных материалов, а также для напыления тугоплавких материалов на поверхность заготовки.
При сварке плазменной дугой (рис. 5.11- б) устройство горелки принципиально не отличается от рассмотренного. Но при такой сварке дуга горит уже не между электродом и соплом, а между электродом и заготовкой, к которой в этом случае и подключён положительный полюс источника тока. Лишь в самом начале процесса для облегчения зажигания дуги возбуждается маломощная вспомогательная дуга между электродом и соплом, к которому кратковременно подводится ток, выключаемый сразу же после того, как возникшая плазменная струя коснётся заготовки и зажжётся основная дуга.
Плазменная дуга, обладающая большей тепловой мощность по сравнению с плазменной струёй, имеет и более широкое применение при обработке материалов. Помимо сварки, в частности, тугоплавких металлов её применяют для их наплавки на поверхность заготовки, а также для резки материалов, особенно тех, резка которых другими способами затруднена.
По сравнению со сваркой в защитных газах неплавящимся электродом плазменная дуга обладает рядом преимуществ.
Во-первых, она является более концентрированным источником теплоты и вследствие этого обладает большей проплавляющей способностью. Плазменной дугой можно сваривать металл толщиной 10 мм без разделки кромок и применения присадочного металла. При этом снижается тепловое влияние дуги на основной металл и уменьшаются сварочные деформации.
Во-вторых, плазменная дуга обладает более высокой стабильностью горения, что обеспечивает повышенное качество сварных швов. Это позволяет выполнять так называемую микроплазменную сварку металла толщиной 0,025…0,8 мм.
В-третьих, увеличивая ток и расход газа, можно получить проникающую плазменную дугу, имеющую резко повышенные тепловую мощность, скорость истечения и давление плазмы. Такая дуга обеспечивает эффективный процесс резки, поскольку не только даёт сквозное проплавление, но и выдувает расплавленный металл из зоны воздействия.
Недостатком плазменной сварки является недолговечность горелок вследствие частого выхода из строя сопел и электродов.
|
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 408; Нарушение авторских прав?; Мы поможем в написании вашей работы!