КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Лекція №1
|
|
|
|
ТЕХНОЛОГІЯ МАШИНОБУДУВАННЯ
конспект лекцій (частина 1) для студентів спеціальності
„Автоматизоване управління технологічними процесами”(6.092501)
факультету комп’ютерних наук та інформаційних технологій
денної та заочної форм навчання
Редакційно-видавничий відділ
Луцького національного технічного університету
Луцьк 2010
УДК 621.658
ББК 30.5
Технологія машинобудування. Конспект лекцій (частина 1) для студентів спеціальності „Автоматизоване управління технологічними процесами” (6.092501) факультету комп’ютерних наук та інформаційних технологій денної та заочної форм навчання / Т. П. Маркова – Луцьк: ЛНТУ, 2010 – 39 с.
Викладено методики проектування технологічних процесів механічної обробки в умовах одиночного, серійного та масового виробництва. Особливу увагу приділено питанням впливу типу та серійності виробництва на структуру технологічної операції та змісту технологічного процесу.
Укладач: Т. П. Маркова
Рецензент: Р.Г Редько доцент, к.т.н.
Відповідальний
за випуск: Л. О. Гуменюк
Затверджено науково-методичною радою ЛНТУ,
протокол №_______від______________201___ р.
Розглянуто на засіданні кафедри АУВП
протокол №_______від______________201___ р.
Зміст
- Лекція №1«Поняття про технологічний процес і вироби машинобудування»…………………………………….….....4
- Лекція № 2 «Аналіз виробничої програми, визначення типу та організаційної форми виробництва»………….................7
- Лекція № 3 «Вибір методу отримання заготовки»…….…10
- Лекція № 4,5 «Основи базування»…………………………15
5. Лекція №6 «Припуски на механічну обробку»…………...22
- Лекція №7 «Розрахунок режимів різання»…......................26
- Лекція №8 «Основи технічного нормування»…….………30
Тема: «Поняття про технологічний процес і вироби машинобудування»
Об'єктами виробництва машинобудівної промисловості є різні машини.
Машини –– це механізм чи сполучення механізмів, що здійснюють доцільні рухи для перетворення енергії чи виробництва різних робіт.
В залежності від призначення розрізняють 2 види машин:
- машини-двигуни, за допомогою яких один вид енергії перетвориться в іншу;
- робочі машини, за допомогою яких виробляються зміни форми,властивості і положення об'єкта праці.
Машини в свою чергу в процесі виробництва їх на машинобудівному підприємстві є виробами.
Виріб –– це предмет чи набір предметів виробництва що підлягають виготовленню на підприємстві.
Вироби в залежності від їхнього призначення поділяються на:
- вироби основного виробництва (до реалізації);
- вироби допоміжного виробництва (для власних потреб).
ГОСТом встановлені слідуючі види виробів:
Деталь –– це виріб, виготовлений з однорідного по найменуванню і марці матеріалу без застосування складальних операцій.
В кожної деталі, що приймає участь в зборці, присутні 1-спряжені і 2-неспряжені поверхні.
1-при зборці спрягаються з поверхнями інших деталей.
2-при зборці залишаються вільні.
При цьому 1 мають різні призначення:для приєднання даної деталі до іншої.
Вони визначають конкретне положення деталі, що приєднують.
Такі поверхні називаються основними базами. Інші поверхні, що служать для приєднання до даної деталі інших деталей складального з'єднання мають назву допоміжних баз.
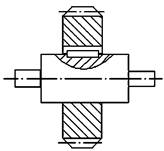
Рис. 1. Складальна одиниця: вал –– шестерня
Якщо розглядати вал, як складальну одиницю, то основна поверхня –– шийки вала під підшипники.
Якщо розглядати шестірню,то основна поверхня – внутрішня поверхня шестірні.
Допоміжна база –– це поверхня шпонки по відношенню до вала і до шестірні.
Складальна одиниця – частина виробу,що збирається окремо і надалі бере участь у процесі зборки як одне ціле.
Виробничий процес являє собою сукупність усіх дій людей і знарядь виробництва, необхідних на одному підприємстві для виготовлення чи ремонту виробів, що випускаються. До складу виробничого процесу включаються всі дії по виготовленню і зборці продукції, контролю якості, збереженню,переміщенню і т.д. Раціональна організація виробничого процесу неможлива без проведення ретельної технологічної підготовки виробництва. Цей процес містить у собі наступне:
- Конструкторську підготовку виробництва (створення креслень)
- Технологічну підготовку виробництва (розробка технологічної документації)
- Календарне планування виробничого процесу.
У відповідності з ГОСТом технологічний процес –– це частина виробничого процесу, що містять цілеспрямовані дії, що включають у себе послідовну зміну розмірів, форми,зовнішнього вигляду чи внутрішніх властивостей предмета виробництва і їх контроль.
Технологічною операцією називають закінчену частину технологічного процесу,виконуваного на одному робочому місці. На виконання операції встановлюють норми часу і розцінки.
По операціям визначають трудомісткість і собівартість процесу, необхідну кількість виробничих робітників і засобів технологічного оснащення.
Згідно ГОСТ 3.1109-82 визначені основні елементи технологічних операцій:
УСТАНОВ являє собою частину технологічної операції, виконувану при незмінному закріпленні оброблюваних заготовок чи складаємої складальної одиниці.
ЗАГОТОВКА –– предмет виробництва з якого шляхом зміни форми, розмірів стану виготовляється деталь.
ТЕХНОЛОГІЧНИЙ ПЕРЕХІД –– закінчена частина технологічної операції, виконувана одними і тими самими засобами технологічного оснащення при постійних технологічних режимах і установці.
При виконанні технологічного переходу режими роботи іноді змінюються без впливу робочого, тобто автоматично, наприклад при виконанні технологічного переходу на верстаті з ЧПУ. Переходи можуть виконуватися шляхом видалення одного чи декількох шарів матеріалу за один чи декілька робочих ходів.
РОБОЧИЙ ХІД –– це однократне переміщення інструменту відносно заготовки,що супроводжується змінами форми, розмірів, якості поверхні і властивостей заготовки.
ДОПОМІЖНИЙ ПЕРЕХІД –– це закінчена частина технологічної операції, що складається з дій людини, які не супроводжуються зміною форми, розмірів і шорсткості поверхні предмету праці, але необхідних для виконання технологічного переходу. Наприклад:закріплення заготовок, зміна інструмента і т.д.
Прохід –– частина технологічного процесу, в результаті якого знімається один шар матеріалу одним інструментом.
Припуск –– шар матеріалу, який необхідно зняти з заготовки для отримання готової деталі.
Всі операції нумеруються за наступними правилами:
- 005, 010, 015 і т.д., коли велика кількість операцій.
- 05, 10, 15 і т.д. коли невелика.
- Установи позначаються літерами: А, Б, В і т.д.
Позиція –– фіксоване положення, яке займає незмінно закріплена заготовка, що оброблюється спільно з прилаштуванням відносно інструменту, або нерухомої частини обладнання для виконання визначеної частини операції.
- Позиції позначаються римськими цифрами І,ІІ,ІІІ, і т.д.
- Переходи позначаються арабськими цифрами 1,2,3, і т.д.
Приклад. В умовах масового виробництва необхідно профрезерувати торці вала зацентрувати його.
Використовуємо станки МР-фрезерно-центрувальний.
Кожна технічна операція супроводжується операційним ескізом.

Рис. 2. Ескіз обробки вала:
005 фрезерно-центрувальна.
Позиція І
ПД установити деталь.
ПТ фрезерувати поверхні 1 і2 одночасно.
Позиція ІІ
ПТ центрувати отвір 3.
ПД контроль розмірів.
Фрезерно-центрувальна операція складається з одного установа 2-х позицій і 4-х переходів з них: 2 технічних, 2 допоміжних.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 449; Нарушение авторских прав?; Мы поможем в написании вашей работы!