КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Класифікація витрат робочого часу. Витрати робочого часу на протязі робочого дня розділяють на нормовані і ненормовані витрати
|
|
|
|
Витрати робочого часу на протязі робочого дня розділяють на нормовані і ненормовані витрати.
До нормованих відносяться затрати, необхідні для виконання заданої роботи і тому підлягаючі включенню в склад норми часу.
До ненормованих затрат робочого часу, котрі не входять в склад норми, відносяться втрати робочого часу. Втрати робочого часу можуть бути внаслідок виконання робочим випадкової і позапланової роботи, такої як відлучення за майстром, наладчиком, документацією, інструментом, транспортними засобами, затрати з провини робочого в зв’язку з запізненням, прогулом, передчасним покиданням робочого місця і т. д.
Нормовані затрати робочого часу діляться на підготовчо-заключний час, оперативний час, час обслуговування робочого місця, час переривів на відпочинок і на особисті потреби робітника.
Норма підготовчо-заключного часу - Тп.з - це норма часу, на підготовку робочих і засобів виробництва до виконання технологічної операції і приведення їх в початковий стан після її закінчення.
Він представляє затрати часу на:
1. отримання матеріалів, інструментів, пристосувань, технологічної документації і завдання;
2. ознайомлення з роботою, технологічною документацією, кресленням;
3. встановлення інструментів, пристосувань, налагодження обладнання на відповідний режим роботи;
4. знімання пристосувань і інструментів по закінченню обробки;
5. здавання готової продукції, залишків матеріалів, пристосувань, інструментів, технологічної документації.
Підготовчо-заключний час витрачається один раз на всю партію оброблюваних виробів, які виготовляються без перерви, по даному робочому завданню і не залежить від кількості виробів в партії.
При нормуванні Тп.з визначається за нормативами з урахуванням типорозміру станка, пристосування, конструкції і маси оброблюваної заготовки і т.д.
Норма оперативного часу Топ - це норма часу на виконання технологічної операції, яка складається із суми норм основного часу То і неперекриваючого або допоміжного часу Тв
Топ = То+ Тв.
Затрати оперативного часу на виконання технологічної операції повторюється з кожною одиницею виробу або через строго визначену їх кількість.
Норма основного часу То - це норма часу на досягнення безпосередньої мети даної технологічної операції або переходу по якісній і кількісній зміні предмету праці.
Основний час То являє собою час, на протязі якого здійснюється зміна розмірів і форми заготовки, зовнішнього вигляду і шорсткості поверхні, стану поверхневого шару або взаємного розміщення окремих частин складальної одиниці. Основний час може бути машинним‚ машинно-ручним, ручним і апаратурним.
Для токарних‚ свердлильних‚ різенарізних робіт‚ зінкерування‚ розгортування і фрезерування основний машинний час визначається за формулами:

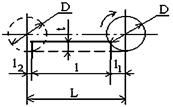
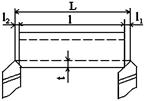
L= l+l1+l2,
де Тм - машинний час, хв;
L - довжина шляху інструменту, мм;
l - довжина оброблюваної поверхні, мм;
l1- величина врізання інструменту, мм;
l2- величина сходу інструмента, мм;
і - число ходів;
Sхв- хвилинна подача, мм/хв;
n - частота обертання шпинделя або інструмента, об/хв;
s - подача на один оберт шпинделя, мм/об;
t - глибина різання на сторону, мм;
z - припуск на сторону, мм.
Довжина врізання і перебігу залежить від методу обробки і геометрії інструменту.
Наприклад:
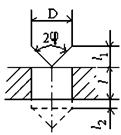
Свердління
Фрезерування
Точіння
При розрахунку основного часу при обробці за методом пробних ходів і промірювань довжина шляху інструменту L збільшується з врахуванням додаткової довжини на взяття пробних стружок.
Норма допоміжного часу Тв являє собою норму часу на здійснення дій, які створюють можливість виконання основної роботи, передбаченої даною технологічною операцією. Цей час враховує затрати робочого часу на виконання таких прийомів, як встановлення і зняття деталі, пуск і зупинка станка, підвід і відвід інструменту, переміщення стола або суппорта, зміна інструменту.
Допоміжний час може бути ручним (ввімкнути – вимкнути станок і т.д.), механізованим (встановлення і зняття деталі краном) і машинним (швидкий підвід суппорта).
Допоміжний час визначається сумуванням його складових елементів, приведених в таблицях. При цьому в його склад входять затрати на:
a) час на встановлення і зняття деталі,
b) час пов’язаний з переходом,
c) час переміщення частин станка,
d) час на зміну режиму роботи станка,
e) час на зміну інструменту.
Час на встановлення і зняття заготовки дається в нормативах на весь комплекс „встановити і зняти заготовку“ в залежності від її ваги, типу пристосування, способу базування, закріплення і т.д.
Час пов’язаний з переходом, включає в себе час на підвід інструменту до заготовки, ввімкнення і вимкнення подачі, відвід інструменту.
Час обслуговування робочого місця Тобсл - являє собою частину штучного часу, затраченого виконавцем на підтримку засобів технічного оснащення в працеспроможному стані і догляд за ними.
В умовах масового виробництва машинних і автоматизованих операціях Тобсл ділиться на час технічного і час організаційного обслуговування.
Час технічного обслуговування Ттех - це час, затрачений працівником на догляд за робочим місцем, на протязі даної конкретної роботи - зміни інструментів, регулювання інстументів
і т. д.
Час Ттех визначається в % від Тосн.
Час організаційного обслуговування Торг - це час, затрачений на догляд за робочим місцем на протязі робочої зміни, час на розкладання і збирання інструменту, час на огляд обладнання, час на змазування, чистку і т.д.
Торг визначається в % до оперативного Топер.
Час на особисті потреби Твідп - це частина штучного часу, затраченого людиною на особисті потреби і при виснажливих роботах на додатковий відпочинок.
Твідп визначається в % від Топер .
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 916; Нарушение авторских прав?; Мы поможем в написании вашей работы!