КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Обточування
|
|
|
|
Деталі, які мають форму тіл обертання можна розділити на: Вали, втулки і диски.
Обточування буває чорнове і чистове.
Внаслідок чорнового обточування досягається точність обробки 12 квалітету і шорхність поверхні Rz-40 мкм.
Чистове обточування забезпечує точність обробки по 9-му квалітету і точніше, а шорхність поверхні Rz-l,25 мкм при використання точних верстатів, великих швидкостей різання та малих подач.
Зовнішні циліндричні поверхні обточують на таких верстатах:
- токарно - гвинторізних;
- гідрокопіровальних;
- токарно - револьверних;
- багаторізцевих;
- токарно - карусельних;
- одношпиндельних і багатошпиндельних автоматах і напівавтоматах.
Заготівки, які обробляють на верстатах токарної групи, встановлюють в патронах, центрах, цангових патронах в залежності від форми і розмірів заготовки.
При чорновому обточуванні знімають більшу частину припуску, обробку здійснюють з великою глибиною різання і великою подачею.
В серійному виробництві чорнове обточування здійснюють на окремих верстатах.
Ступінчастий вал обточують за схемами, показаними на рисунку 3(а, б, в)
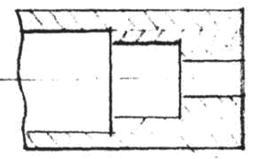
а) Кожну ступінь валу починають обточувати із торця і т.ч. всю обробку вала здійснюють за три переходи;
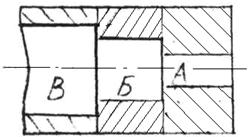
б) Кожну ступінь вала обточують окремо. Ступінь А обточують за два переходи через великий припуск.
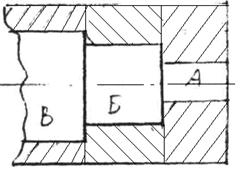
в) Обточування ступені В - за перший; А - за другий, ступіні Б - за третій проходи.
Рисунок 3 - Схеми обточування ступінчастого вала.
На вибір тієї чи іншої схеми впливає величина припуску на окремий ступіні вала При обточуванні вала. Який має ступені різних діаметрів, слід виходити із міркувань найменшого ослаблення вала при обробці, тобто розпочинати обточування з більшого діаметра, а діаметр найменший обточувати останнім.
При чистовому обточуванні порядок обробки залежить від заданої вимірювальної бази, допусків на довжину окремих ступенів.
Обточування на токарних верстатах довгих, нежорстких валів здійснюють із застосуванням рухомих і нерухомих люнетів. Нерухомий люнет здійснює допоміжну опору і для нього необхідно попередньо обточить шейку.
Різці, які застосовують при обточуванні: прохідний, підрізний, відрізний, фасонний.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 733; Нарушение авторских прав?; Мы поможем в написании вашей работы!