КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Разливка стали на машинах непрерывного литья заготовок
|
|
|
|
Для устранения недостатков разливки в изложницы применяют метод непрерывной разливки стали с помощью специальных машин непрерывного литья заготовок (МНЛЗ), впервые применённых в промышленности Германии в 1933 г. Суть метода непрерывной разливки состоит в том, что непрерывная, равномерно вытекающая из ковша или непосредственно из плавильного агрегата струя жидкого металла кристаллизуется и превращается в специальной машине в также непрерывный равномерно движущийся слиток-заготовку. В настоящее время доля непрерывной разливки стали в металлургии развитых стран превышает 90%.
б)
а)
Рис. 2.10. Устройство машины непрерывного литья заготовок: 1 – ковш; 2 – промежуточное разливочное устройство; 3 – кристаллизатор; 4 – сливная труба; 5 – водонапорная труба; 6 – тянущий валок; 7 – водная форсунка; 8 – газовый резак; 9 – вакуумная камера |
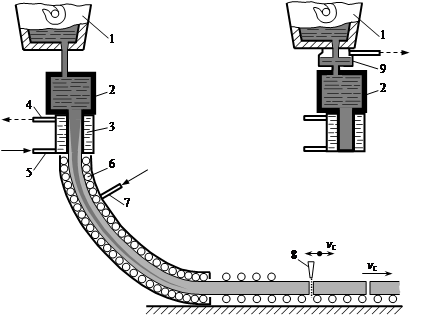
Машина непрерывного литья заготовок (рис. 2.10- а) работает следующим образом. Из ковша 1 или непосредственно из плавильного агрегата непрерывно подают жидкую сталь в промежуточное разливочное устройство 2, откуда она попадает в кристаллизатор 3. При запуске машины отверстие кристаллизатора закрывают специальной затравкой, нижний конец которой захвачен верхними тянущими валками 6. Жидкая сталь, попадая на затравку, сваривается с ней и начинает вытягиваться валками, после чего процесс идёт уже непрерывно.
Кристаллизатор представляет собой водоохлаждаемую изложницу (имеющую любую требуемую форму поперечного сечения, в основном квадратную, прямоугольную, круглую), в которой непрерывно поступающий металл начинает интенсивно охлаждаться и частично затвердевает, образую твёрдую поверхностную корку, утолщающуюся по мере его продвижения вниз. На выходе из кристаллизатора 3 движущаяся корка с заключённой внутри жидкой сердцевиной захватывается тянущими валками 6, в результате чего образующийся слиток начинает вытягиваться из кристаллизатора с определённой скоростью порядка 0,3…10 м/мин. Эта скорость зависит от геометрии и размеров получаемого поперечного сечения, температуры и теплофизических свойств разливаемого металла, условий охлаждения. Например, стальные слитки с прямоугольным поперечным сечением 150´500 мм вытягивают со скорость 15 мм/с. При движении в тянущих валках выполняется вторичное охлаждение застывающего слитка с помощью воды, подаваемой форсункой 7. В результате этого в процессе дальнейшего движения постепенно происходит полное застывание металла в сердцевине слитка.
Затвердевший слиток попадает в зону резки, где его разрезают газовым резаком 8 на мерные заготовки требуемой длины. В процессе отрезки газовый резак движется с той же скоростью v c, что и подаваемый слиток, а после отрезки возвращается на исходную позицию.
Вследствие непрерывного питания жидким металлом и направленного затвердевания слитки непрерывной разливки, в отличие от получаемых в изложницах, имеют плотное строение и мелкозернистую структуру, одинаковые по всей длине (т.е. без ликвации по длине слитка), в них отсутствуют усадочные раковины. Выход годного металла достигает 96–98% массы разливаемой стали. Слитки можно разрезать на куски практически любой требуемой длины. Помимо этого, непрерывная разливка позволяет значительно снизить затраты энергии и полностью автоматизировать производство.
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 780; Нарушение авторских прав?; Мы поможем в написании вашей работы!