КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Стержневые ящики
|
|
|
|
Конструкция стержневого ящика зависит от формы и размеров стержня и способа его изготовления. По конструкции стержневые ящики подразделяют на неразъемные (вытряхные) и разъемные, которые для удаления из них стержня разбираются на две или больше частей.
Каждому стержневому ящику этих типов соответствует определенный метод заполнения смесью рабочей полости и отделения от стержня, а также определенная поверхность сушки стержня, если он сушится после удаления из ящика.
Выбор направления заполнения ящика смесью зависит прежде всего от метода изготовления стержня, а также от установки каркасов и холодильников. Поверхность, на которой лежит стержень во время сушки, должна обеспечивать его устойчивое положение при транспортировании и сушке. Желательно, чтобы эта поверхность была плоской, что облегчало бы изготовление стержня и упрощало конструкцию ящика. Размер рабочей полости стержневого ящика увеличивают на величину усадки отливки. Для свободного удаления стержня из ящика на соответствующих его поверхностях предусматривают формовочные уклоны. Для образования знаков стержня в ящике выполняют специальные углубления или выступы.
Деревянные вытряхные и разъемные ящики используют преимущественно в единичном и мелкосерийном производстве. Изготовляют их из тех же пород древесины, что и модели. Разъемные стержневые ящики выполняются с горизонтальным, вертикальным или иным разъемом. Части разъемного ящика скрепляют с помощью клиньев, крючков, стяжек.
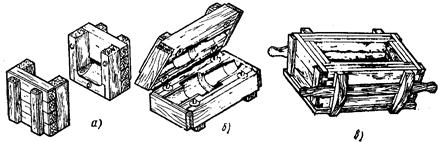
Рисунок – Деревянные стержневые ящики
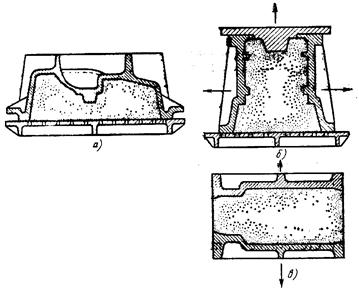
Рисунок – Металлические стержневые ящики
Вытряхной ящик представляет собой жесткую коробку, в которую вставляют вкладыши, образующие рабочую полость стержня. После изготовления стержня ящик поворачивают на 180° и устанавливают на сушильной плите. Ящик поднимают, со стержня снимают вкладыши и вставляют их в ящик. Изготовляют деревянные ящики так же, как и деревянные модели.
Металлические стержневые ящики применяют в массовом и крупносерийном производстве. Их выполняют преимущественно из алюминиевых сплавов. Металлические стержневые ящики делают вытряхными, но чаще разъемными с вертикальным и горизонтальным разъемами. Части стержневого ящика соединяют с помощью штырей и скрепляют скобами или откидными барашками или крепят в зажимах машины.
Металлические стержневые ящики выполняют тонкостенными; толщину стенки выбирают в зависимости от материала и размеров ящика. С целью увеличения жесткости стержневой ящик с внешней стороны снабжается ребрами жесткости, а в плоскостях набивки и разъема для увеличения конфигурационной прочности — бортиками, которые для предохранения от быстрого износа бронируют стальными пластинками.
Очень большое распространение получили пескодувный и пескострельный способы изготовления стержней. Для пескодувных машин применяют неразъемные и разъемные стержневые ящики. При заполнении смесью они испытывают избыточное давление воздуха, абразивное действие песчано-воздушной струи, а также усилие поджима ящика к надувному соплу машины, поэтому должны обладать повышенной жесткостью, прочностью, быть герметичными по плоскости разъема и наддува.
Для выхода воздуха из ящика в поверхности разъема выполняют специальные щели глубиной 0,15—0,2 мм. Стержневая смесь через них не проходит. У сложных по конфигурации стержневых ящиков, имеющих разветвления, углубления и карманы, вывод воздуха обеспечивается вентиляционными пробками (вентами).
Все большее применение находят способы изготовления стержней в нагреваемой оснастке и из холоднотвердеющих смесей (ХТС). Нагреваемая оснастка состоит из собственно стержневого ящика, системы нагрева, системы толкателей для удаления стержня из ящика, системы спаривания и вентиляционной системы. Она должна выдерживать значительные внутренние термические напряжения, возникающие при нагреве до 300 °С и последующем охлаждении, и сохранять при этом высокую механическую прочность. Конструкция стержневого ящика должна обеспечить минимальное его коробление при нагреве, поэтому стенки ящика выполняют толщиной не менее 20 мм и снабжают ребрами жесткости. Изготовляют ящики из специальных легированных чугунов и сталей.
При изготовлении стержней пескодувным способом из ХТС преимущественно используют металлические ящики. Так как стержни извлекаются из ящиков в отвержденном состоянии, последние должны изготовляться с увеличенными в полтора-два раза формовочными уклонами. Предусматривается механизированное извлечение стержней системой толкателей.
Металлические стержневые ящики делают так же, как и металлические модели, но при этом учитывают не двойную усадку, а только усадку материала стержневого ящика.
Стержневые ящики для автоматических стержневых линий конструируют таким образом, чтобы их внешние размеры соответствовали допустимым для данной линии наибольшим размерам. Мелкие стержни производят в многогнездных ящиках. Унификация стержневых ящиком приводит к унификации сушильных плит и автоматизации всех вспомогательных операции по изготовлению стержней.
Стержневые ящики из пластических масс бывают двух типов; пластмассовые в корпусе из алюминиевых сплавов, предназначенные для массового и крупносерийного производства и обеспечивающие изготовление до 30 000 стержней, и цельнопластмассовые, предназначенные для мелкосерийного и серийного производства, обеспечивающие изготовление до 1000 стержней.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 3941; Нарушение авторских прав?; Мы поможем в написании вашей работы!