КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Изготовление форм и стержней. Опоки изготавливают из серого чугуна, стали, алюминиевых и магниевых сплавов
|
|
|
|
Опоки
Опоки изготавливают из серого чугуна, стали, алюминиевых и магниевых сплавов. Чугунные опоки изготовляют и применяют преимущественно в чугунолитейных цехах. Для производства стальных опок, более прочных и долговечных, чем чугунные, применяют углеродистую сталь. Опоки из алюминиевых сплавов значительно более легкие, чем чугунные и стальные, очень удобны в работе, но менее жестки. Опоки из магниевых сплавов являются наиболее легкими и достаточно прочными, но дорогими. По конфигурации опоки бывают: прямоугольными, круглыми и реже — фигурными.
Опоки могут быть, цельнолитыми и сварными. В зависимости от размеров и массы их подразделяют на ручные и крановые.
Крановые опоки обслуживаются подъемными механизмами. Для транспортирования они снабжены цапфами.
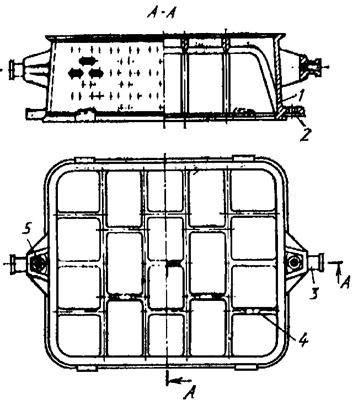
1 — стенка; 2 — направляющая втулка; 3 -— цапфа; 4 — ребро жесткости; 5 — центрирующая втулка
Рисунок – Прямоугольная крановая опока
Для облегчения выхода газов и паров воды в стенках опоки выполняют специальные отверстия, называемые вентиляционными. Для удержания уплотненной смеси в опоке и увеличения жесткости конструкции средние и крупные опоки снабжают внутренними ребрами. Для упрощения обработки опок верхний уровень ребер жесткости часто выполняется ниже бортиков опок.
Соединяются опоки с помощью втулок и центрирующих штырей. Опоки имеют ушки, предназначенные для установки в них втулок — центрирующих (круглых) и направляющих (эллипсных).
Во избежание поднятия верхней полуформы гидростатическим давлением жидкого металла ее нагружают или скрепляют верхнюю и нижнюю полуформы. В массовом производстве наиболее распространено скрепление опок скобами или нагружение грузом, в единичном или мелкосерийном производстве — штырями с клиньями или болтами с гайками.
Изготовление разовых литейных форм называют формовкой. Это трудоемкий и ответственный этап всего технологического цикла изготовления отливок, который в значительной степени определяет их качество. При формовке выполняют следующие технологические операции:
1 уплотнение смеси, позволяющее получить точный отпечаток модели в форме и придать ей необходимую прочность в сочетании с податливостью, газопроницаемостью и другими свойствами;
2 устройство в форме вентиляционных каналов, облегчающих выход из полости формы образующихся при заливке газов;
3 извлечение модели из формы;
4 отделку и сборку формы, включая установку стержней.
Разовые литейные формы позволяют получать практически любые по конфигурации, сложности и массе отливки. В зависимости от размеров, массы и толщины стенки отливки, а также марки литейного сплава его заливают в сырые, сухие или химические твердеющие формы. В сырых формах изготовляют мелкие и средние отливки, В других случаях перед сборкой полуформы высушивают на всю глубину или на 20—30 мм от поверхности, обеспечивают химическое твердение смеси в опоке. Литейные формы делают вручную, на формовочных машинах, полуавтоматических и автоматических линиях.
|
|
|
|
|
Дата добавления: 2014-01-06; Просмотров: 1075; Нарушение авторских прав?; Мы поможем в написании вашей работы!