КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Инструмент
|
|
|
|
В качестве режущего инструмента при обработке на фрезерных станках используется многолезвийный режущий инструмент – фреза. Фрезы изготовляют цельными или сборными с напайными и вставными ножами. Режущие лезвия могут быть прямыми или винтовыми. Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда и при переточке по передней поверхности профиль зуба фрезы сохраняется.
Цельные фрезы изготовляют из инструментальных сталей. В на-пайных фрезах корпуса изготавливают из конструкционных сталей, а на рабочие части зубьев фрез припаивают пластинки из быстрорежущих сталей и твердых сплавов. У сборных фрез зубья (ножи) выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы различными механическими способами. На рис. 6.3, а показана цилиндрическая фреза с винтовыми зубьями. Она состоит из корпуса 1 и режущих зубьев 2.
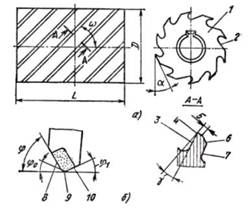
Рис. 6.3. Элементы и геометрия фрезы: а – цилиндрическая фреза;
б – зуб торцовой фрезы; 1 – корпус, 2 – зуб, 3 – передняя поверхность зуба,
4 – режущее лезвие, 5 – ленточка, 6 – задняя поверхность, 7 – спинка зуба,
8 – главное режущее лезвие, 9 – переходное режущее лезвие,
10 – вспомогательное режущее лезвие
Зуб фрезы имеет следующие элементы: переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущее лезвие 4.
У цилиндрических фрез различают углы: передний угол g, измеряемый в плоскости А–А, перпендикулярной к режущему лезвию; главный задний угол a, измеряемый в плоскости, перпендикулярной к оси фрезы; угол наклона зубьев w. Передний угол g облегчает образование и сход стружки. Главный задний угол a обеспечивает благоприятные условия перемещения задней поверхности зуба относительно поверхности резания и уменьшает трение на этих поверхностях. Угол наклона зубьев w обеспечивает более спокойные условия резания по сравнению с прямым зубом и придает направление сходящей стружке.
У зуба торцовой фрезы (рис. 6.3, б) режущее лезвие имеет более сложную форму. Оно состоит из главного режущего лезвия 8, переходного лезвия 9 и вспомогательного лезвия 10. Зуб торцовой фрезы имеет главный угол в плане f, измеряемый между проекцией главного режущего лезвия на осевую плоскость и направлением подачи. Вспомогательный угол в плане f1 составляет 5–10°. Чем меньше этот угол, тем ниже шероховатость обработанной поверхности. Угол в плане на переходном режущем лезвии f0 = f/2. Наличие переходного режущего лезвия повышает прочность зуба.
Наиболее распространенные типы фрез показаны на рис. 6.4.
Горизонтальные плоскости фрезеруют на горизонтально-фрезерных станках цилиндрическими фрезами (рис. 6.4, б) и на вертикально-фрезерных станках торцовыми фрезами (рис. 6.4, в). Вертикальные плоскости фрезеруют на горизонтально-фрезерных станках торцовыми фрезами (рис. 6.4, а).
Концевые фрезы (рис. 6.4, г, з, к) применяют при обработке плоскостей, уступов, пазов и криволинейных контуров по разметке и копиру.
Дисковые фрезы двухсторонние (рис. 6.4, ж) и трехсторонние (рис. 4, и) применяют для фрезерования уступов, лысок, пазов.
Прорезные (шлицевые) и отрезные фрезы (рис. 6.4, о) с мелкими и средними зубьями применяют для разрезки тонких заготовок, тонкостенных труб, для прорезания неглубоких шлицев в головках винтов. С крупными зубьями – для прорезания глубоких и узких пазов, для обрезки заготовок и для отрезных работ.
Угловые фрезы (рис. 6.4. д) применяют для фрезерования стружечных канавок инструментов, а также пазов типа «ласточкин хвост» (рис. 4, м).
Фасонные фрезы (рис. 6.4, л) предназначены для фрезерования стандартных фасонных поверхностей, стружечных канавок режущих инструментов. Комбинированные поверхности фрезерую т набором фрез (рис.6.4, н). 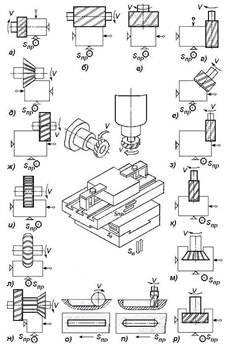 Пазы типа «ласточкин хвост» и Т-образные (рис. 6.4, р) фрезеруют за два прохода: прямоугольный паз концевой фрезой, затем нижнюю часть паза концевой одноугловой фрезой или фрезой для Т-образных пазов.
Пазы типа «ласточкин хвост» и Т-образные (рис. 6.4, р) фрезеруют за два прохода: прямоугольный паз концевой фрезой, затем нижнюю часть паза концевой одноугловой фрезой или фрезой для Т-образных пазов.
Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами: – фрезерованием против подачи (встречное), когда направление вращения фрезы направлено против направления подачи; – фрезерованием в направлении подачи (попутное), когда направ-ление вращения фрезы совпадает с направлением подачи.
При встречном фрезеровании нагрузка на зуб возрастает от нуля до максимума, при этом сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шеро-ховатости обработанной поверхности. Преимуществом встречного фрезерования является работа зубьев фрезы «из-под корки», т. е. фреза подходит к твердому поверхностному слою снизу. Недостатком является наличие начального скольжения зуба по наклепанной поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При попутном фрезеровании зуб фрезы сразу начинает срезать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает начальное проскальзывание зуба, уменьшает износ фрезы и шероховатость обработанной поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что уменьшает вибрации.
При работе торцовыми и концевыми фрезами различают:
– симметричное резание, когда ось фрезы совпадает с линией симметрии заготовки;
– несимметричное резание, когда ось фрезы не совпадает с линией симметрии заготовки.
ФРЕЗЕРОВАНИЕ*-обработка резанием металлических и неметаллических материалов при котором режущий инструмент - фреза - имеет вращательное движение, а обрабатываемая заготовка - поступательное. Фрезерование применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т.п. Фрезерование осуществляется на фрезерных станках.
ФРЕЗЕРОВАНИЕ** в металлообработке, процесс резания металлов и др. твёрдых материалов фрезой. Ф. применяется для обработки плоских и фасонных поверхностей (в т. ч. резьбовых поверхностей, зубчатых и червячных колёс) и осуществляется на фрезерных станках. Схема Ф. цилиндрической фрезой показана на рис. 1. Главное движение при Ф. — вращение инструмента, движение подачи — поступательное перемещение заготовки; скорость резания равна окружной скорости наиболее удалённых от оси фрезы точек её зубьев. При Ф. различают три вида подачи. Минутная подача S (в мм/мин); подача на один оборот фрезы S0 (в мм/об); подача на один зуб фрезы Sz (в мм/зуб) — относительное перемещение фрезы и заготовки при повороте фрезы на один угловой шаг e =(360/z) Sz характеризует интенсивность нагрузки зуба в процессе Ф. (стойкость фрезы) и вычисляется по формуле
, 
где z — число зубьев фрезы, n — частота вращения фрезы (об/мин). Глубина резания t (мм) при Ф. — толщина срезаемого слоя металла, измеренная перпендикулярно к обработанной поверхности. Ширина Ф. В (мм) — ширина обрабатываемой поверхности в направлении, параллельном оси фрезы. Существуют две возможные схемы Ф.: против подачи (встречное Ф.), когда в нижней точке контакта фрезы с обрабатываемой заготовкой векторы скорости резания и подачи противоположны (рис. 2, а), и по подаче (попутное Ф.), когда эти векторы совпадают (рис. 2, б), amax — наибольшая толщина срезаемого слоя металла; Y — угол контакта фрезы. При черновом Ф. обычно применяется вторая схема, при чистовом Ф. — первая. Площадь поперечного сечения слоя металла, срезаемого зубом фрезы, меняется в каждый момент времени резания и, следовательно, меняются и действующие на зуб силы. Равномерное Ф. может быть достигнуто при использовании фрез с винтовыми зубьями, работа которых характеризуется примерным постоянством площади поперечного сечения срезаемого слоя металла. Основное технологическое время при Ф.:
 мин,
мин,
где L — общая длина прохода заготовки (в мм) относительно фрезы в направлении подачи, i — число проходов. Скорость резания, допускаемая при Ф., зависит от типа фрезы, материала и геометрических параметров её режущей части и др. элементов, режима резания, состояния поверхностного слоя заготовки и т.п. (см. Обработка металлов резанием). В процессе Ф. возникают силы сопротивления резанию. По окружной силе может быть определён крутящий момент на шпинделе фрезерного станка. Осевая сила действует на подшипник шпинделя станка, устройство для закрепления заготовки, а также детали и узлы механизма подачи. Радиальная сила действует на опоры шпинделя и оправку, в которой закрепляется фреза. Горизонтальная сила нагружает механизм подачи и устройство для закрепления заготовки. В деревообработке Ф. может осуществляться также на фуговальных станках, рейсмусовых станках и др. с помощью ножевых валов или головок со вставными ножами (см. Дереворежущий инст румент). Рисунок 1. Фрезерование цилиндрической фрезой (схема) Рисунок 2.
румент). Рисунок 1. Фрезерование цилиндрической фрезой (схема) Рисунок 2.
Схемы фрезерования
|
|
|
|
Дата добавления: 2014-01-07; Просмотров: 469; Нарушение авторских прав?; Мы поможем в написании вашей работы!